PERFILES
8
EL REACTOR DE SAL FUNDIDA DE TORIO
Se destacan algunos de los problemas más importantes de los actuales reactores tipo PWR y BWR, que usan uranio como
combustible. Se muestra como el Reactor de Sal Fundida de Torio (Th-MSR) creado y operado en el Oak Ridge National La-
boratory (ORNL), USA (1960s-1970s) y desarrollado como el Reactor FUJI por Furukawa y colaboradores (1980s - 1990s),
da cuenta de esos problemas. Se revisan algunas propiedades relevantes del MSR, como su simplicidad, costo, seguridad, pro-
ducción y reprocesamiento de desechos, eciencia energética y su inherente resistencia a la proliferación de armas. Se describe
el Th-MSR y el ciclo de combustible THORIMS-NES, concluyendo que sus propiedades superiores hacen de esta tecnología
una opción de gran interés con la capacidad de suministrar buena parte de la energía que requerirá la región Suramericana en
el futuro.
Palabras clave: Torio, sal fundida, reactor nuclear, energía nuclear, seguridad, procesamiento.
Keywords: thorium, molten salt, nuclear reactor, nuclear energy, safety, proccesing
Some of the major problems of current PWR and BWR reactors, which use uranium as fuel are highlighted. Its shown
how the Molten Salt Reactor Thorium (Th-MSR) created and operated at Oak Ridge National Laboratory (ORNL), USA
(1960s-1970s) and developed as the Reactor FUJI by Furukawa and colleagues (1980s - 1990s), accounts for these problems.
Some relevant properties of the MSR are reviewed, as their
simplicity, cost, safety, production and reprocessing of waste, energy efciency and inherent resistance to weapon prolifera-
tion. Th-MSR and THORIMS-NES fuel cycle are described, concluding that their superior properties make this technology
very interesting option with the ability to provide much of the energy required for the South American region, in the future
E.D. Greaves
a
, H. Barros
a
, K. Furukawa
b†
, L. Sajo-Bohus
a
a
Laboratorio de Física Nuclear. Universidad Simón Bolívar, Caracas, Venezuela
b
Thorium Tech Solution Inc., Japan
Fecha de recepción: 18 de julio de 2013 - Fecha de aceptación: 4 de octubre de 2013
Imagen ilustrativa: China and Japan’s Thorium Reactor. Fuente: www.nexbigfuture.com

PERFILES
9
1. INTRODUCCIÓN
La solución de desigualdades sociales y de la pobreza de buena parte
de nuestra población requiere asegurar una fuente adecuada de energía
barata y limpia. La tasa de crecimiento del consumo de energía primaria
mundial es de un 2.3% al año, lo que implica que cada 30 años se du-
plica la demanda. El uso extensivo de combustibles fósiles trae como
consecuencia la producción de gases de efecto invernadero, CO
2
prin-
cipalmente, y el riesgo del calentamiento global. El desarrollo e intro-
ducción de energías alternativas (eólica, solar, etc.) es una necesidad. Sin
embargo, la mayoría de estas fuentes son de baja densidad energética,
dependientes de factores ambientales y con la tecnología disponible son
imprácticas como fuentes de potencia para industrias de gran escala. La
fusión nuclear es una fuente de potencia práctica, pero aun hoy es una
posibilidad para el futuro distante. Por ello, la única alternativa tecnoló-
gica ya desarrollada, capaz de suplir las necesidades energéticas mundia-
les, es la sión nuclear y dada una tecnología es posible duplicarla en un
tiempo sucientemente corto (~10 años) [1,2]. La generación actual de
energía por sión (BWR y PWR) adolece de varios problemas impor-
tantes; su no aceptación social incluso después de 60 años de desarrollo,
el peligro de la proliferación de armas nucleares, la complejidad extre-
ma de los reactores de combustible sólido, la ineciente utilización del
contenido energético del combustible (5%), la consecuente necesidad
de cambio periódico de las barras de combustible lo que resulta en la
acumulación de desechos de combustible gastado altamente tóxico y el
uso de contenedores a muy alta presión lo cual constituye un importan-
te aspecto de la seguridad y el riesgo de accidentes. En este trabajo se
describe el Sistema de Energía Nuclear de Sal Fundida de Torio, THO-
RIum Molten Salt Nuclear Energy System (THORIMS-NES), que es
un concepto diseñado para solventar la mayor parte de los problemas
mencionados.
2. EL SISTEMA NUCLEAR THORIMS-NES
El Sistema de Energía Nuclear de Sal Fundida de Torio (THO-
RIM-NES) es un concepto de ciclo completo [2]. En este se propone un
reactor nuclear de potencia (FUJI) radicalmente diferente de los usados
actualmente. A) Utiliza torio en lugar de uranio como elemento fértil
para producir el
233
U que es sil. B) Usa combustible líquido en lugar
de elementos de combustible sólidos. C) Separa la producción de ener-
gía nuclear de la reproducción de combustible por medio de un simple
Reactor de Sal Fundida de Torio (Th-MSR) usado exclusivamente para
generación de energía, inicialmente con
235
U o
239
Pu y posteriormente
con el
233
U producido. D) Usa un acelerador para la producción del
combustible sil (Accelerator Molten Salt Breeder, AMSB) y E). Incor-
pora el reprocesamiento de combustible en centros regionales. Éste es
un sistema simbiótico en el que cada función es optimizada por su sim-
plicidad. El concepto THORIMS-NES incluye un cronograma plani-
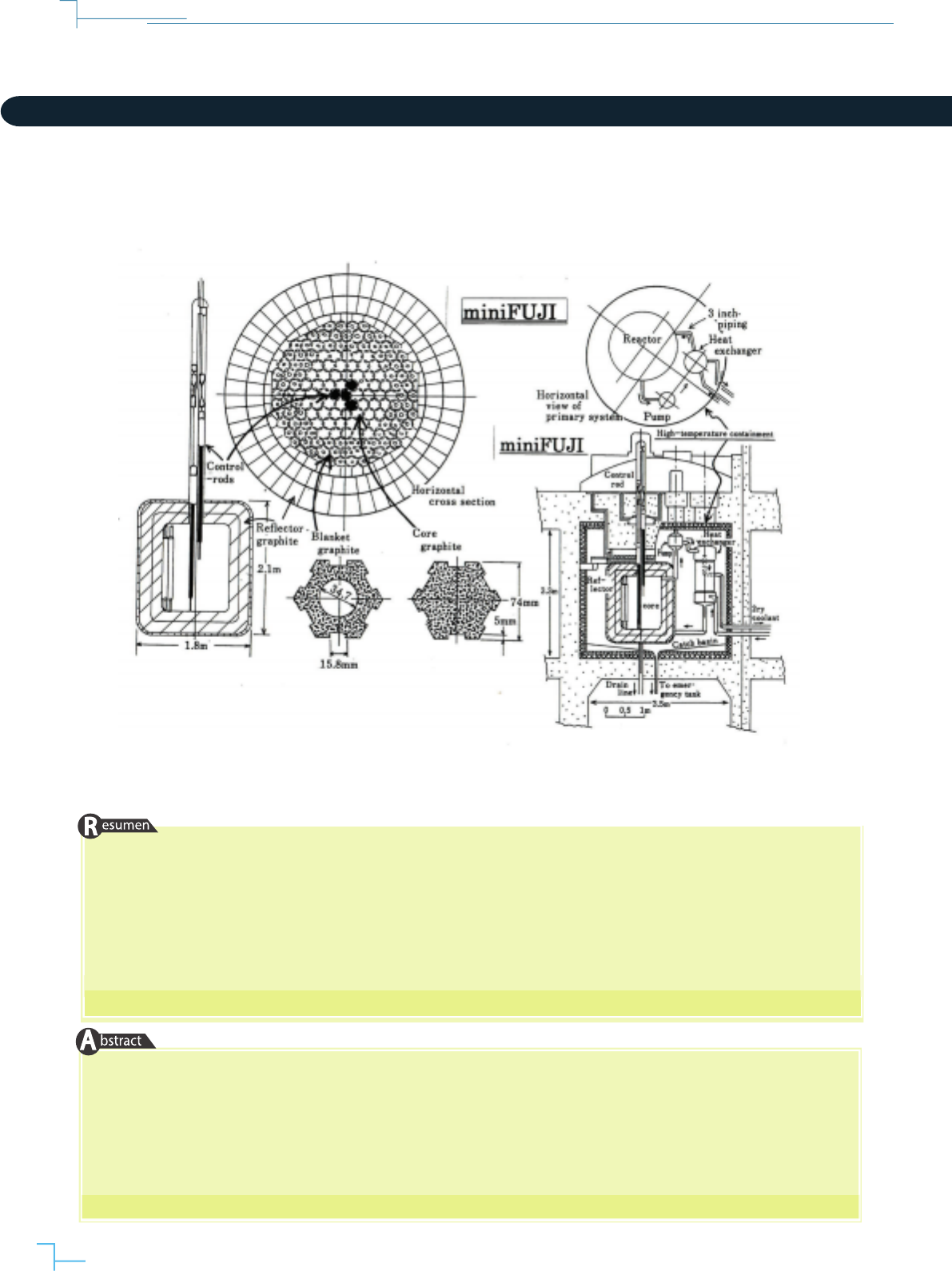
cado: El primer paso es la construcción de un miniFUJI, un pequeño
reactor de potencia de 10 MWe para recuperar el conocimiento práctico
(know-how) del Oak Ridge National Laboratory (ORNL), EEUU, ob-
tenido entre 1964-1969 cuando se realizó el experimento del reactor de
sal fundida (MSRE) [3]. El miniFUJI es un reactor de demostración que
puede ser desarrollado en un corto tiempo (~7 años). El segundo paso
es el reactor FUJI, un reactor de sal fundida de torio simple, seguro y
conable que utilizará inicialmente
235
U o
239
Pu proveniente de armas
nucleares desmanteladas o del reprocesamiento del combustible gasta-
do, este reactor de 150 MWe puede estar operacional en 14 años.
El tercer paso, estimado en unos 25 años, es el establecimiento de
Centros Regionales de Reprocesamiento Quími-
co y Producción de
233
U por medio de reacciones
tipo spallation en los aceleradores AMSB, para
suplantar el uso de uranio o plutonio y entrar así
en la era de la energía nuclear del torio.
3. ¿POR QUÉ TORIO?
Los reactores con combustible de torio tienen
una gran cantidad de ventajas sobre aquellos que
utilizan uranio. El torio es geoquímicamente tres
o cuatro veces más abundante que el uranio en la
corteza terrestre, se han conrmado recursos de
unas 2 millones de toneladas y se ha estimado al
menos el doble [4]. El torio natural tiene un solo
isótopo, el
232
Th, y su abundancia isotópica es
del 100%, a excepción de unos 10 ppm de
230
Th.
Esto implica que no son necesarios los procesos
de enriquecimiento. El torio renado química-
mente se agrega directamente a la sal fundida
como se detallará. El
232
Th dentro del reactor es
convertido en el combustible sil
233
U por medio
de la reacción:
El
233
U es un combustible ideal para reactores
térmicos con la ventaja de que en el proceso pue-
de ser eliminada en gran medida la producción
de elementos transuránidos de larga vida media
(TRU, o actínidos) incluidos los isótopos del Pu,
que generalmente son elementos que tienen vidas
medias que exceden los 10.000 años y más. La
producción de actínidos en un reactor de torio
está estimada en unos 2 o 3 órdenes de magnitud
menos que en el caso de los reactores de uranio.
Esto se debe a que el
232
Th tiene considerable-
mente menos masa que el
238
U. En particular, la
prácticamente insignicante producción de plu-
tonio hace del reactor de torio una tecnología re-
sistente a la proliferación de armas nucleares. El
plutonio es el isótopo ideal para fabricar armas
nucleares debido a la débil radiactividad que lo
acompaña; el
233
U podría en principio utilizar-
se también pero sería extraordinariamente di-
fícil desde el punto de vista tecnológico debido
a la alta radiactividad asociada. La razón es que
es muy difícil separarlo del
232
U (68.9 años t
1/2
)
que tiene una altísima actividad gamma, lo cual
crea la necesidad de sosticados mecanismos de
manipulación remota. La inevitable producción
del
232
U ocurre en el sistema de combustible
de torio mediante varias reacciones de captura
neutrónica [5]. De hecho, nunca se ha desarro-
llado un sistema de defensa utilizando
233
U de-
bido a los inconvenientes con este isótopo [6].
El transporte de cantidades signicativas de
233
U,
con niveles de
232
U por encima de los 10 ppm,
requiere de manipulación remota y constituye
un elevadísimo riesgo de seguridad radiológica,
lo cual diculta aún más las operaciones por la
232 233
12
233
12
233
22
32
7Th nThtPa dt U,:
.:
//
γβ β
()
−
()
−
()
−
−−
m

PERFILES
10
necesidad de importantes blindajes de plomo o
concreto. Esto es debido a las emisiones gamma
de alta energía de sus productos de decaimiento
212
Bi (1.8 MeV) y
208
Tl (2.6 MeV) que lo hacen
muy fácilmente detectable.
4. ¿POR QUÉ UN COMBUSTIBLE
LÍQUIDO?
La idea de un reactor de combustible líquido fue
dada por el Premio Nobel Dr. Eugene Wigner [7].
Este concepto fue luego desarrollado por el Oak
Ridge National Laboratory (ORNL), EEUU, en
el Molten-Salt Reactor Program (MSRP) duran-
te 1957-1976 [8] bajo el liderazgo de su sucesor
Dr. Alvin Weinberg. En el transcurso de este pro-
grama un Reactor de Sal Fundida (MSR) operó
en el ORNL durante cuatro años, desde 1964
hasta 1969. La operación fue exitosa, sin ningún
accidente o incidente y los desarrollos fueron
documentados en detalle. Esta extensa en inva-
lorable literatura está libremente accesible en el
sitio Web establecido por Kirk Sorensen en 2010
[9]. La operación de un reactor de potencia con
combustible líquido, en contraposición con la
práctica bien establecida asociada a los elementos
de combustible sólido, tiene un gran número de
ventajas. Parte de éstas se debe al medio líquido
que se desarrolló durante el MSRP: una mezcla
eutéctica de uoruro de litio y de berilio llamada
FLIBE, con torio fértil y uranio o plutonio si-
les disueltos en la sal fundida de uoruros (LiF-
BeF
2
-ThF
4
-
233
UF
4
; 73,78 – 16 – 10 – 0,22 mol
%). Este uido tiene una triple función: 1.- como
elemento líquido de combustible, 2.- como me-
dio de transferencia del calor, 3.- como medio de
procesamiento de combustible.
4.2 Elemento liquido de combustible.
En un reactor de sal fundida los isótopos físiles,
los fértiles y los productos de la operación del
reactor, tanto productos de sión como elemen-
tos pesados producidos por reacciones de cap-
tura neutrónica, residen como elementos iónicos
disueltos en la sal fundida. El líquido es forzado
a circular de modo que solo cuando entra en la
cámara de reacción, con moderador de grato,
se dan las condiciones para que se alcance la cri-
ticalidad en la reacción nuclear. El combustible
genera calor debido a la sión y el líquido caliente
sale de la cámara de reacción y la criticalidad de
esa fracción del combustible cesa mientras circu-
la hacia el intercambiador de calor y hacia otros
dispositivos, para eventualmente retornar a dicha
cámara. Los elementos de combustible sólido su-
fren daños debido a la radiación en los reactores
convencionales, este daño determina la corta vida
útil de dichos elementos, de tal modo que con-
sideraciones de seguridad determinan de manera
obligatoria el cambio de estos elementos
cuando apenas entre de 5% a 10% de su energía útil ha sido aprovecha-
da. En contraposición, un combustible fundido líquido no puede sufrir
daños estructurales, esta propiedad determina que no hay necesidad de
reemplazar los elementos de combustible durante la vida del reactor. La
química del combustible líquido puede ser monitoreada y ajustada en
línea mediante la simple adición de componentes en una sección externa
fuera del contenedor del reactor. Así, es sencillo adicionar más sal fundi-
da con
233
U,
235
U o
239
Pu físiles para mantener una composición óptima
del combustible a medida que estos isótopos se consumen. Del mismo
modo se pueden extraer los componentes perjudiciales como los gases
radiactivos
133
Xe (5.2 d t
1/2
) y
135
Xe (9.1 h t
1/2
). Estos gases actúan como
“venenos” para los neutrones debido a su elevada sección ecaz de cap-
tura de neutrones térmicos, ejemplo: 2.6 × 106 barns para el
135
Xe [10].
La eliminación de estos gases se realiza mediante la inyección de helio
como gas portador y luego son capturados en carbón activado y alma-
cenados hasta que decaigan para su disposición nal. Gracias a la remo-
ción de gases, la potencia del reactor puede ser reducida o incrementada
en función de la demanda energética, si limitaciones que imponen el
incremento del Xe en los reactores convencionales. En los reactores
de sal fundida el contenedor del reactor puede operar a bajas presio-
nes, de hecho se requiere solo la presión necesaria para hacer circular el
combustible. La presión contemplada en un MSR es de unos 0.5 MPa
(4.93 atm o 72,5 PSI) lo que contrasta notablemente con los 15 MPa
(148 atm o 2180 PSI) que son necesarios en los PWR. Adicionalmente
como no hay que cambiar elementos combustibles no es necesario que
el núcleo tenga una brida de alta presión removible lo cual constituye
una gran ventaja en cuanto a riesgos y a costos. La posibilidad de una
falla catastróca del contenedor del reactor desaparece por completo en
los reactores de combustible líquido. Un reactor de sal fundida, al igual
que un reactor de refrigeración mediante metal líquido, puede operar a
altas temperaturas, de hecho varios centenares de grados por encima de
cualquier reactor refrigerado por agua. Esto implica una eciencia tér-
mica signicativamente superior para la producción de energía eléctrica,
y la posibilidad de producir hidrógeno que es relevante para el estable-
cimiento de una economía motorizada por esta tecnología, lo cual está
siendo considerado con gran interés [11].
4.3 Como medio de transferencia de calor.
Son muy importantes las propiedades físicas y térmicas del FLIBE
como base de los combustibles de sal fundida, este medio es un solvente
con excelentes características de uido refrigerante. (1) En primer lugar
es un medio a baja presión, (2) tiene una gran capacidad calórica debido
a que sus constituyentes fundamentales son iones de masa muy baja, (3)
tiene baja viscosidad y (4) tiene un número de Prandtl apropiado de 10
a 20 en la sal combustible.
Entre distintos sistemas de sal fundida, el parámetro de transferencia
de calor por unidad de potencia de bombeo alcanza su valor máximo
justamente para el FLIBE, que además es un líquido de una sola fase
(punto de fusión 480-530ºC, punto de ebullición 1400°C) lo que lo hace
ideal como uido primario de transferencia calórica desde el contenedor
del núcleo del reactor
4.4 Como medio de procesamiento de combustible.
En el sistema THORIMS-NES el medio de procesamiento es el mismo
FLIBE, y éste se realiza con métodos a altas temperaturas llamados ge-
neralmente Procesamiento seco o Piroprocesamiento y constituyen una
alternativa a otros métodos hidro- metalúrgicos usados para reprocesar
combustibles gastados. Entre sus ventajas están; (1) no utiliza solventes
PERFILES
11
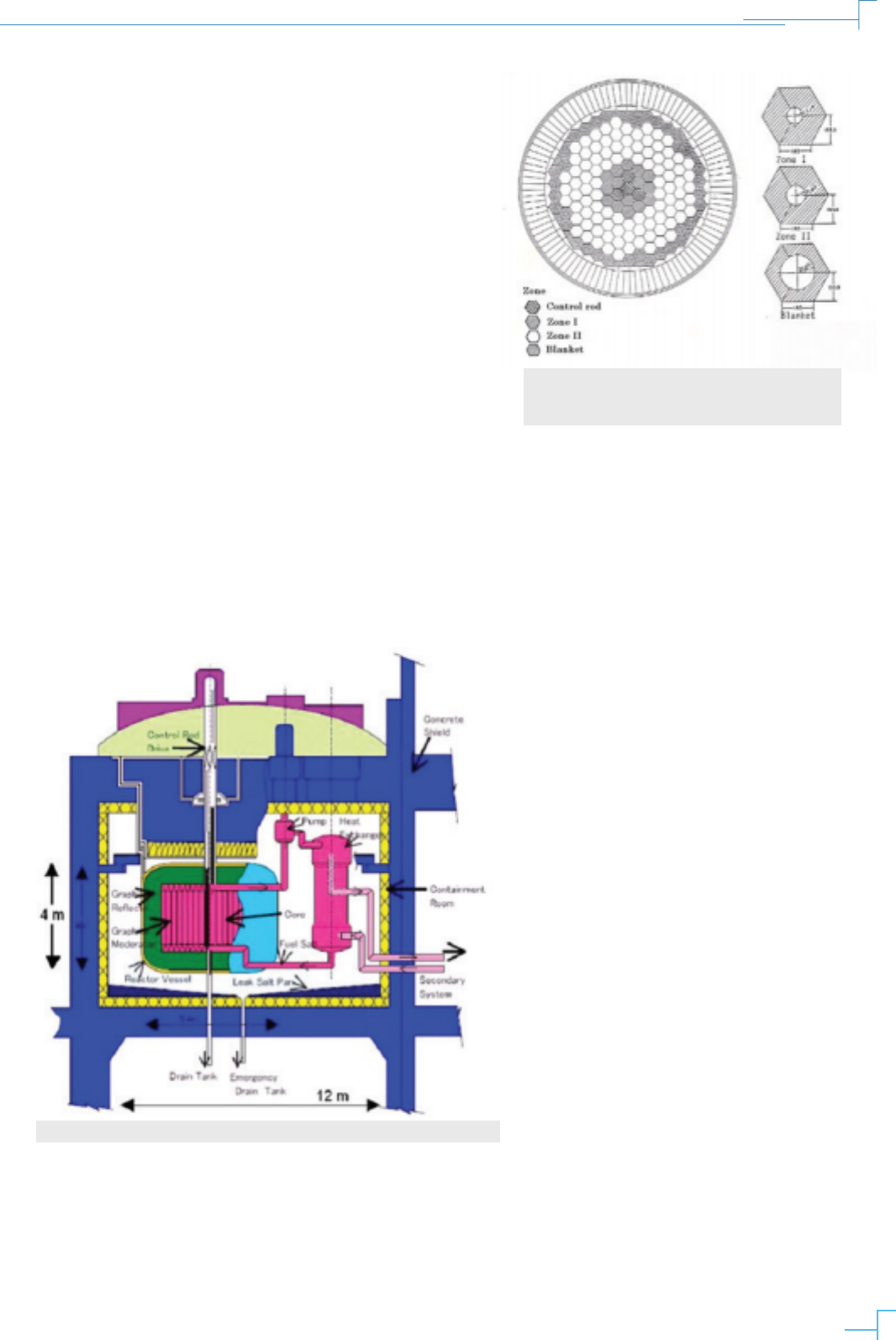
La Figura 1 muestra una sección vertical del núcleo del reactor y el
circuito primario de sal fundida del sistema FUJI. El diseño con-
ceptual estándar del FUJI [19] es de 350 MW térmicos y 160 MW
eléctricos. El contenedor del reactor es un cilindro de 5.4 m de diá-
metro y 4.0 m de altura casi completamente lleno de grato (93.9%)
y sal fundida, con una distribución como la indicada en la Figura 2.
que contienen moderadores de neutrones, como H y C, que crean ries-
gos de accidentes por criticalidad, (2) son más compactos que los medios
acuosos, (3) pueden ser separados casi todos los elementos contenidos
en el combustible gastado, dejando solo los elementos fértiles o físiles,
los productos de sión y los transúranidos, (4) los equipos de separación
son mucho más simples, (5) es un medio de procesamiento que no sufre
daños por radiación. Los componentes se a separan por medio de pro-
cesos químicos como son: (1) Electro deposición, (2) Absorción en un
cátodo de metal líquido (Cd o Bi) [13], (3) Producción de compuestos
volátiles que pueden ser separados por destilación fraccional [14], o (4)
Precipitación selectiva de óxidos [15]. El reprocesamiento del combus-
tible del reactor de sal fundida se simplica muchísimo en este medio
porque todos los materiales que se desea procesar, separar o recuperar se
encuentran en un medio fundido adecuado, lo que representa una enor-
me ventaja comparado con el procesamiento de combustibles sólidos.
5. REACTOR FUJI
Los reactores de potencia de la serie FUJI están diseñados sobre la base
del reactor del exitoso programa MSRP desarrollado en el ORNL [16].
Sin embargo, existen importantes diferencias que se han intentado in-
corporar al diseño: Simplicar el reactor, exibilidad en cuanto a su ta-
maño y alcanzar la auto sustentabilidad en la relación producción/gasto
del combustible físil
233
U, lo cual permite una operación más simple
y estable que requiere un mínimo de mantenimiento. Este desempeño
casi ideal es parcialmente alcanzado por el concepto FUJI, eliminando
el procesamiento químico in situ en continuo y el reemplazo periódico
del núcleo de grato, los cuales eran necesarios en el ORNL Molten Salt
Breeder Reactor (MSBR). [18].
El contenedor del reactor es sellado en la fábrica y
no requiere ser abierto durante toda su operación.
El núcleo del reactor está hecho de combustible
líquido uyendo directamente dentro de tubos
hexagonales perforados en el grato que actúa
como moderador y reector de neutrones. La
cantidad de grato es de 161 toneladas distribui-
das para dar el mejor desempeño posible y alcan-
zar una conversión inicial de 1.002. El moderador
de grato no se pretende reemplazar durante toda
la vida útil del reactor. Para prevenir su deterioro
la radiación de neutrones se limita a 3 x 1022 nvt
(<50 keV). Por lo que la máxima uencia de neu-
trones en el núcleo debe ser menos de 6 x 1013 n
cm
-2
s
-1
en unos 30 años, con 60% de carga como
estación local de potencia. Para ello se utiliza gra-
to de alta calidad con elevada resistencia a la ra-
diación y tamaño de poro pequeño (< 1 μm). El
FUJI emplea barras de control de potencia hechas
de grato y barras de control de apagado de B4C.
Cuando se insertan las barras de control de gra-
to en el núcleo del reactor éstas funcionan como
moderadoras y promueven la reacción de sión, al
contrario de las convencionales barras de control
por absorción. En el modo de operación a prueba
de fallos (fail-safe mode) las barras de grato serán
retiradas automáticamente en caso de emergencia.
El combustible estándar del FUJI es
7
LiF- BeF
2
-
ThF
4
-UF
4
(69.78-18-12-0.22 mol%). El volumen
total de la sal fundida es de 13.7 m
3
uyendo a una
tasa de 33.2 m
3
/min. El diámetro interno de cada
conducto es de 25 cm. La aleación estructural es el
Hastelloy N, una aleación de Ni, que es apropiada
para temperaturas de hasta 1170 K o más. Por lo
que el reactor puede operar como suministro de
calor industrial hasta unos 930 K, y en el futuro se
podrán alcanzar los 1030 K. Como tal, esto per-
mite la producción de hidrógeno, la cogeneración,
la desalinización y la distribución de calor. Unas
bombas centrífugas transeren el combustible
fundido a los intercambiadores de calor, donde
Figura 1. Sección del sistema primario del reactor de sal fundida FUJI [17]
Figura 2 Sección del núcleo de grato del reactor.
Molten-Salt Power Reactor FUJI [19]

PERFILES
12
éste es transferido a un circuito secundario de re-
frigeración cuyo medio es otra sal, NaBF
4
- NaF,
que transporta el calor a un generador de vapor
supercrítico para la generación eléctrica; lo que
resulta en una eciencia térmica de más del 44%.
Se han realizado varios análisis para establecer
las características nucleares de núcleo del reactor
FUJI cuando se usan distintos materiales sibles
(
233
U,
235
U y
239
Pu) [20] con varias potencias de
salida. Una imagen esquemática completa del
FUJI molten salt reactor se presenta en la Ref.
[20]. Ésta incluye; el edicio que contiene el reac-
tor, el circuito primario de transferencia de calor,
el circuito de sal de refrigeración secundaria, el
generador supercrítico de vapor, las turbinas y los
generadores eléctricos. El diseño del reactor tiene
un sistema de contención con tres niveles de se-
guridad: El núcleo del reactor está dentro de un
contenedor primario de Hastelloy N que a su vez
está dentro de un contenedor a alta temperatura.
El nivel terciario es el edicio que contiene al re-
actor. El diseño es extremadamente seguro ya que
el combustible es crítico solo dentro del núcleo.
En el improbable caso de que exista alguna fuga
de combustible la sal fundida será atrapada por
una tolva para derrames y uirá a un tanque de
drenaje que previene cualquier escape de material
radiactivo. La protección al sobrecalentamiento la
provee una “válvula de congelamiento” (Freeze
Valve) que consiste en un conducto enfriado ac-
tivamente donde la sal, debajo de su punto de fu-
sión, tapa el conducto. Un sobrecalentamiento o
falla en la alimentación eléctrica causa la fusión de
la válvula y el combustible pasa automáticamente
a un tanque de drenare con refrigeración pasiva.
6. CONCLUSIONES
Seguridad. Es prácticamente imposible que ocurra
un accidente severo o una explosión en un reac-
tor FUJI debido a la baja presión de su núcleo 0.5
MPa (72 psi, 5.1 kg/cm
2
). La sal fundida es inerte
y no reacciona con el agua o el aire. El punto de
fusión del FLIBE es de 1673 K, mucho más alto
que la máxima temperatura de operación 973-
1030 K. El combustible (< 1%
233
U) es crítico
solo dentro del termalizador de grato, por lo
que la sobre-criticalidad es imposible. No hay po-
sibilidad de falla, ruptura o fusión de los elemen-
tos de combustible, pues no existen. La remoción
permanente de gases radiactivos; Tritio, Kriptón
y Xenón, evita su acumulación en el combustible
y hace imposible su escape en caso de algún in-
cidente. Más aún sin el envenamiento por Xenón
se puede modicar la potencia del reactor en fun-
ción de la demanda. En caso de pérdida de po-
tencia eléctrica, (como en el caso del accidente de
Fukushima I, Japón, el 11 de Marzo de 2011) una
válvula de refrigeración drena automáticamente
el combustible a un tanque de
enfriamiento pasivo rodeado de agua con boro, asegurando un apagado
automático.
Desechos nucleares. El combustible en el reactor (la sal fundida) permanece
permanentemente en el reactor (30 años) así que no hay necesidad de
piscinas de enfriamiento para combustible agotado. El Torio es un ma-
terial fértil que produce muy poca cantidad de actínidos (transuránidos)
lo que implica 2 o 3 órdenes de magnitud menos desechos nucleares de
vida media larga. La sal fundida es un medio ideal para el reprocesamien-
to y recuperación del uranio y del plutonio de los desechos nucleares, ya
que es el mismo medio tanto para la producción de energía como para
el procesamiento.
No Proliferación Nuclear y Terrorismo. El reactor de torio de sal fundida
(Th-MSR) Produce una cantidad despreciable de plutonio y puede ser
usado para quemar
239
Pu y
235
U actualmente almacenados para armas
nucleares. Este sistema produce
233
U, el cual es muy difícil de usar para
hacer armas nucleares, y es muy difícil de transportar debido a sus al-
tísimos niveles de radiación gamma. Además, es muy difícil producir la
masa crítica necesaria de este isótopo.
Simplicidad. No hay necesidad de plantas de fabricación de barras de
combustible y no hay elementos de combustible que deban ser reem-
plazados o reubicados periódicamente, esto redunda en bajos costos de
construcción y operación lo que implica que es una fuente de energía
económica a corto y a largo plazo.
Ventajas para Sur América. El Reactor de Sal Fundida de Torio ayudará a
asegurar el mantenimiento del continente como una zona libre de armas
nucleares. Además, ayudará a alcanzar la independencia energética de
compañías y países extranjeros (imperiales) y evitará tanto el peligro real
como la excusa del terrorismo usada como argumento de injerencia. Se
pueden utilizar las fuentes de torio disponibles en la región, como las
existentes en Venezuela y Brasil. El modesto tamaño del reactor y su tec-
nología relativamente simple, además de su elevada seguridad intrínseca,
permite su desarrollo cerca de los centros industriales o de población
que requieran la energía. Hoy en día hay varios países interesados en el
desarrollo del Th-MSR; Japón, República Checa, Rusia, Francia, Tur-
quía, Singapur, Venezuela y China [21].
PERFILES
13
[1] Furukawa K., et al., (17 coautores) (2008) A road map for the realization of Global scale Thorium
Breeding Fuel Cycle by single Molten-Fluoride Flow. Energy Conversion & Manag. 49, 1832-1845.
[2] Furukawa K., Lecocq A., Kato Y. & Mitachi K. (June, 1991). Radiowaste management in global application of Thorium
Molten-Salt Nuclear Energy Synergetics with Accelerator Breeders Saltsjobaden, SWEDEN, LA-12205-C, 686 (1991); UC-
940, p.686 (1991).
[3] Rosenthal M. W., Briggs R. B. & Haubenreich P. N. Molten-Salt Reactor Program Semiannual Progress Report. Period
Ending August 31, 1970 ORNL-4622. 3. Rothental, M.W. Haubenreich P. N. & Briggs R. B.(1972) The Developmental Status
of Molten-Salt Breeder Reactors, OR.NL-4812.
[4] IAEA (2000) Th based fuel options in the 1990s, IAEA-TECDOC-1155, p.7.
[5] ORNL-5132, (1976). Molten-salt Reactor Program, Semiannual Progress report for Period ending February 29, 1976,
7-12; Ganesan, S. Sharma, Amit Raj & Wienke, H. (2002). New investigations of the criticality property of pure 232U. Annals
of Nuclear Energy 29, 1085–1104
[6] C. W. Forsburg and L. C. Lewis (1999-09-24). “Uses For Uranium-233: What Should Be Kept for
Future Needs?”. ORNL-6952 (Oak Ridge National Laboratory).
[7] Weinberg, A.M. (1997) The proto-history of the molten salt system. J. Accel. & Plasma Research,
2(1) 23-26.
[8] Rothental, M.W., Haubenreich P. N., & Briggs R. B.(1972) The Developmental Status of Molten- Salt Breeder Reactors,
ORNL-4812; Engel J. R., Grimes W.R., Bauman H. F., McCoy E. H. Dearing J. F. & Rhoades W. (1980) A Conceptual design
Characteristics for a Denatured Molten- Salt Reactor with Once-Through Fueling. ORNL/TM-7207 July 1980.
[9] Sorensen K. (2010). Accesado Marzo 2011. Asequible en: http://energyfromthorium.com/pdf/
[10] Stacey, W. M. (2007). Nuclear Reactor Physics. Wiley-VCH. p. 213. ISBN 3527406794.
[11] Häussinger P., Lohmüller R. & Watson A. M. (2002) “Hydrogen” Ullmann’s Encyclopedia of
Industrial Chemistry, Wiley-VCH, Weinheim.
[12] Kennedy Joseph W. (1950) Lithium Isotope Separation By Electrolysis Los Alamos Scientic Laboratory L.A-1156
September 4, 1950; Yang H, He N., Tang G., Li Y. & Zhang Y.; (2010) Growth kinetics of boride layer by molten salt elec-
trodeposition. Mechanical and Electrical Technology (ICMET), 2010 2nd International Conference: Singapore 10-12 Sept.
2010. ISBN: 978-
1-4244-8100-2 pp 323 – 326.
[13] Delpech S., Merle-Lucotte E., Heuer D., Allibert M., Ghetta V., Le-Brun C., Doligez X. & Picard G. (2008) Reactor
physic and reprocessing scheme for innovative molten salt reactor system. Journal of Fluorine Chemistry 130 (2009) 11-17.
doi:10.1016/j.juchem.2008.07.009.
[14] J.R. Hightower, L.E. McNeese, B.A. Hannaford, and H.D. Cochran, (August 1971). Low-Pressure
Distillation of a Portion of the Fuel Carrier Salt from the MSRE, ORNL-4577
[15] Rothental, M.W., Haubenreich P. N., & Briggs R. B.(1972) The Developmental Status of Molten- Salt Breeder Reactors,
ORNL-4812.
[16] ORNL reports (2010) Colección completa de los reportes del trabajo relacionado a la energía
nuclear y el proyecto en el ORNL del reactor de sal fundida. Accesado Marzo 2011. Asequible en:
http://energyfromthorium.com/pdf/
[17] Furukawa K., Numata H., Kato Y., Mitachi K., Yoshioka R., Furuhashi A., Sato Y. & Arakawa K. (2005). New Primary
Energy Source by Thorium Molten-Salt Reactor Technology. Electrochemistry. 73:552–63.
[18] Furukawa K., Kato Y., Ohmichi T. & Ohno H. (1985) [Japan-US Seminar on Th Fuel Reactors
(Oct.1982, Nara)] Th Fuel Reactors, Atom. Ene. Soc. Japan, p.271. [Russian Trans.:Atomnaja Texnikaza Rubezom, 1983 [6]
23 (1983); Furukawa, K. Minami, K., Mitachi, K & Kato, Y. (1989) High-safety and economical small Molten-salt Fission
Power Stations and their developmental program--Th Molten-salt Nuclear Energy Synergetics (THORIMS-NES). Alterna-
tive Energy Sources VIII, Vol. 2, Hemisphere Pub. p.2; Furukawa, K. Lecocq, A. Kato Y. & Mitachi, K. (1990) Summary
Report: Thorium Molten-Salt Nuclear Energy Synergetics. J. Nucl. Sci.Tech., 27, 1157-
11781990
[19] Furukawa K., Minami K., Oosawa T., Ohta M., Nakamura N., Mitachi K. & Katoh Y. (1987) Design study of small
molten-salt ssion power station suitable for coupling with accelerator molten-salt breeder. Emerg. Nucl. Ene. System (Proc.
4th ICENES), World Sci., p. 235; Furukawa K., Mitachi K. & Kato Y. (1992) Design study of small MS ssion power station
Nucl. Engine. & Design, 136, 157–65.
[20] Mitachi K., Furukawa K., Murayama M. & Suzuki T. (1994) Emerg. Nucl. Ene. Systems ICENES’93, World Sci., p.326;
Mitachi K. & Furukawa K. (1995). Neutronic Examination on Plutonium Trans mutation by a Small Molten-Salt Fission
Power Station IAEA-TECDOC-840, p.183
[21] La Academia de Ciencias de China anunció (en enero 30, 2011) inversión de $ 300 millones para desarrollo del MSR.
(http://energyfromthorium.com/2011/01/30/china-initiates-tmsr/) Accedido Nov. 2011.