García-Cabezas, Santillán-Mariño, Pilco-Salazar, Orozco-Ramos
DISEÑO E IMPLEMENTACIÓN DE UN SISTEMA SCADA PARA
EL ENVASADO Y TRANSPORTE DE LÍQUIDOS DE BAJA
DENSIDAD USANDO UN PLC SIEMENS S7-1200 E INTOUCH
Eduardo-Francisco García-Cabezas, Carlos-José Santillán-Mariño,
Ana-María Pilco-Salazar, Jhonny-Marcelo Orozco-Ramos.
Escuela Superior Politécnica de Chimborazo,
Facultad de Mecánica, Escuela de Ingeniería Industrial
e_garcia@espoch.edu.ec, csantillan_m@espoch.edu.ec, a.pilco@espoch.edu.ec,
jhonny.orozco@espoch.edu.ec
R
esumen
Este artículo presenta la descripción del diseño e implementación de un sistema SCADA para el enva-
sado y transporte de líquidos de baja densidad dentro de un ambiente completamente didáctico, el cual
es una base y guía para el desarrollo de mecanismos similares aplicados a los distintos procesos pro-
ductivos. El proyecto tiene como base el sistema de control con un PLC Siemens S7-1200 y un sistema
de transporte por tornillo sin fin que llevará los envases para el líquido de un lugar a otro. El HMI está
desarrollado en InTouch, vinculado con SQL Server para el manejo de una base de datos que permite
llevar un registro de producción y de operarios, que son jerarquizados para el acceso a parámetros mo-
dificables del proceso.
Palabras claves: envasado, HMI, proceso, intouch, SCADA
A
bstract
This paper describing the design and implementation of a SCADA system for the packaging and
transport of liquids of low density within a completely learning environment is presented, which it is
a basis and guidance for the development of similar mechanisms applied to different processes pro-
duction; The project is based control system with Siemens S7-1200 PLC and transport system that
will endless screw containers for liquid from one place to another. The HMI is developed in InTouch,
linked with SQL Server for managing a database that allows the tracking of production and workers,
the same as they are ranked for access to modifiable parameters of the process.
Keywords: packaging, HMI, process, intouch, SCADA
INTRODUCCIÓN
Los procesos de producción han mos-
trado un importante avance en las últi-
mas décadas, buscando la forma de que
el proceso productivo se realice de for-
ma rápida y con resultados óptimos en
lo que se refiere a productividad y ca-
lidad procesos que han sido realizados
por operadores de forma manual son
reemplazados por maquinaria y equipos que logran reali-
zar las mismas funciones y minimizar el riesgo de obte-
ner deficiencias y/o defectos en el proceso; estos cuentan
con sistemas automatizados que poseen cierto grado de
inteligencia y pueden ser adaptados a cada etapa de la
producción (1 y 3).
Merriam Webter sugiere una interesante definición de
automatización: método de controlar automáticamente
la operación de un aparato-artefacto, proceso o sistema
integrado por diversos componentes a través de me-
GUSANO
TRANSPORTE
DOSIFICACIÓN
PRODUCTO
dios mecatrónicos, electrónicos y computacionales que
sustituyen los órganos sensitivos y la capacidad de deci-
sión del ser humano (2).
El proyecto consiste en diseñar e implementar un siste-
ma SCADA para el envasado y el transporte de líquidos
de baja densidad para su inserción en líneas de procesos
productivos.
Como no puede ser de otra manera, la máquina posee cier-
ta programación para el control y la precisión en la dosifi-
cación del producto, y está dado por el software desarro-
llado para el control en un autómata programable (PLC)
(3 y 4) y la interfaz de control desarrollada en InTouch,
constituyendo un sistema SCADA completo, que bien po-
dría ser utilizado para una línea de producción de procesos
que requieran la dosificación de líquidos de baja densidad.
METODOLOGÍA
El dimensionamiento del módulo surge del análisis está-
tico para esfuerzos de resistencia a fuerzas externas dado
por sensores, actuadores, tornillo sin fin (gusano trans-
portador), dispensadores y los cilindros dosificadores.
El material para el sistema seleccionado, y comprobado
mediante SolidWorks, es el perfil de aluminio serie 25
Mk (figura 1). Además de sus ventajas propias, es selec-
cionado por su bajo costo y facilidad de montaje para la
construcción de la bancada.
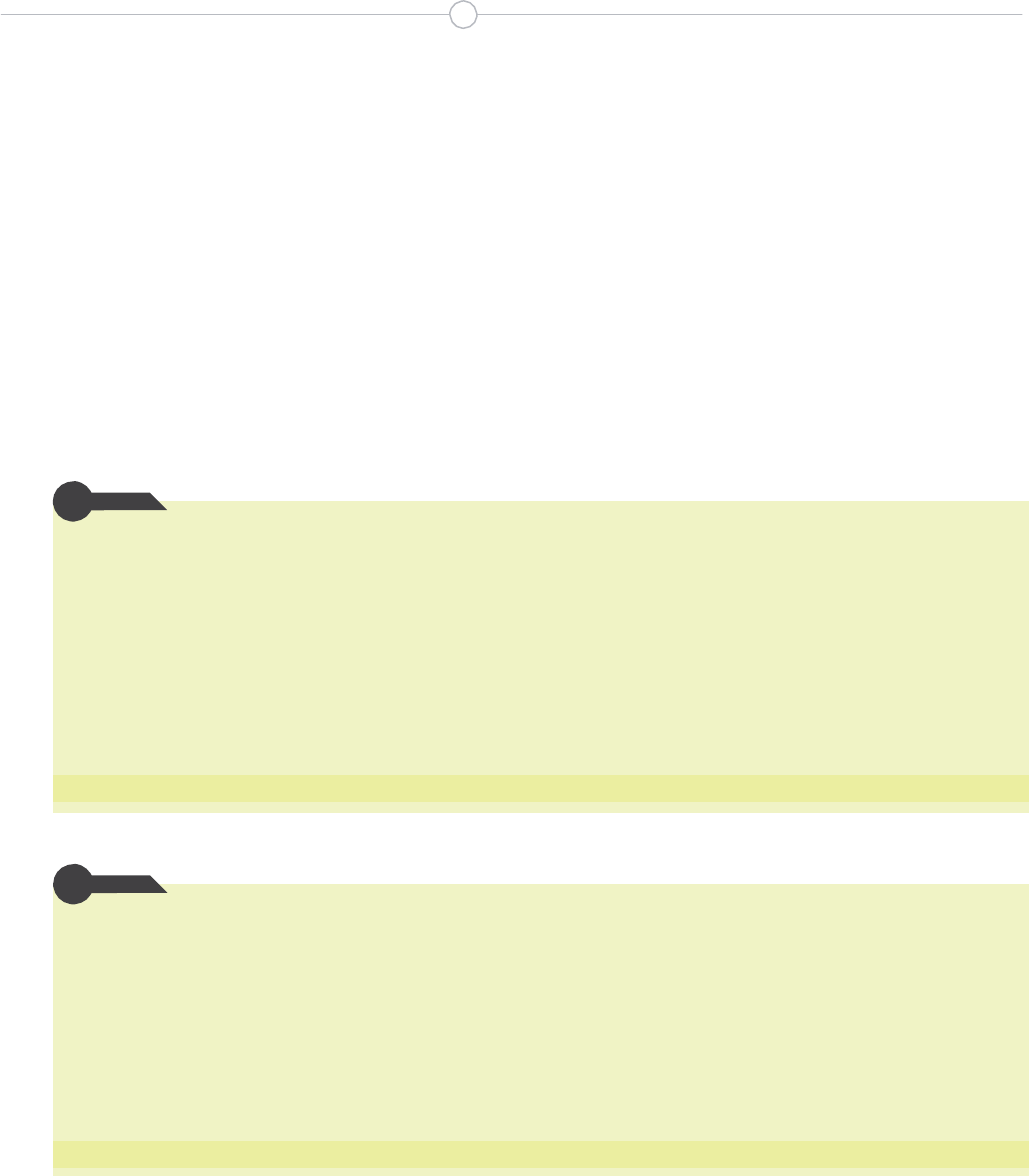
El proceso que debe cumplir el sistema de envasado, me-
diante esquema general así como de los elementos que
intervienen en el mismo, son presentados en la figura 2,
describiéndose metódicamente la secuencia completa
para el logro del envasado, transporte y sellado final.
INICIO
ESTADO INICIAL
DETECCIÓN
DE LÍQUIDO
DETECCIÓN
DE ENVASE
DETECCIÓN
DE TAPA
SELLADO
FIN
Figura 1. Perfil de aluminio 25 Mk
Figura 2. Diagrama de proceso de envasado
volumétrico
ISSN 1390-5740 Número 14 Vol. 2 (2015)
ISSN 2477-9105
García-Cabezas, Santillán-Mariño, Pilco-Salazar, Orozco-Ramos
La siguiente etapa la constituye el pro-
ceso de automatización; esto incluye los
principales dispositivos electrónicos que
al trabajar conjuntamente con los ele-
mentos mecánicos, eléctricos y estructu-
rales proporcionan el correcto funciona-
miento del sistema.
El sistema de control centralizado cuen-
ta con el PLC S7-1200 de Siemens,
sensores (presencia, nivel), actuadores
(motores, cilindros, electroválvulas) y
el software InTouch, OPC TOP Server
y SQL Server para el desarrollo de la
parte administrativa del mismo (produc-
ción, operarios).
Adquisición de datos
desde el proceso
Actuadores y sensores
Estados transmitidos
desde el PLC
I/O
Server
Emisión de reportes
Guardar archivos y
conexión hacia archivos
de datos
SQL SERVER
ODBC
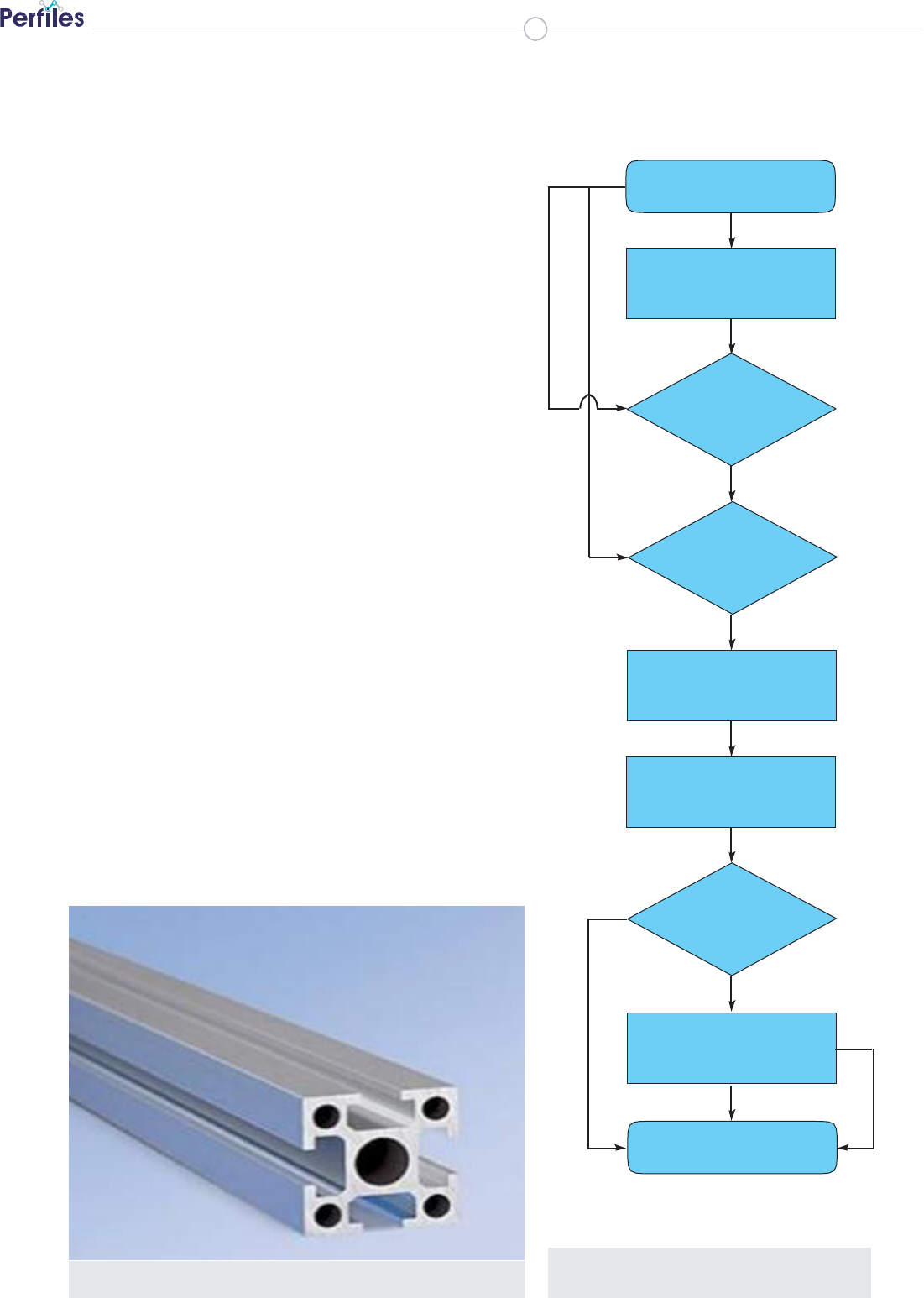
Como se puede observar en el diagrama
de la figura 3, se cuenta con dos inter-
mediarios para realizar las acciones de
enlace entre el InTouch y el respectivo
gestor de base de datos SQL SERVER,
INTOUCH
Monitoreo del sistema
en este caso el ODBC (Origin Data Base
Connection); y, por otro lado, la cone-
xión entre la máquina y el InTouch se
realiza mediante la conexión de los I/O
servers (OPC Server Top Server) (7).
RESULTADOS
Alarmas
Control
Supervisión
Cambio de parámetros
Generación de reportes
Administración de usuarios
Históricos de producción
Históricos de alarmas
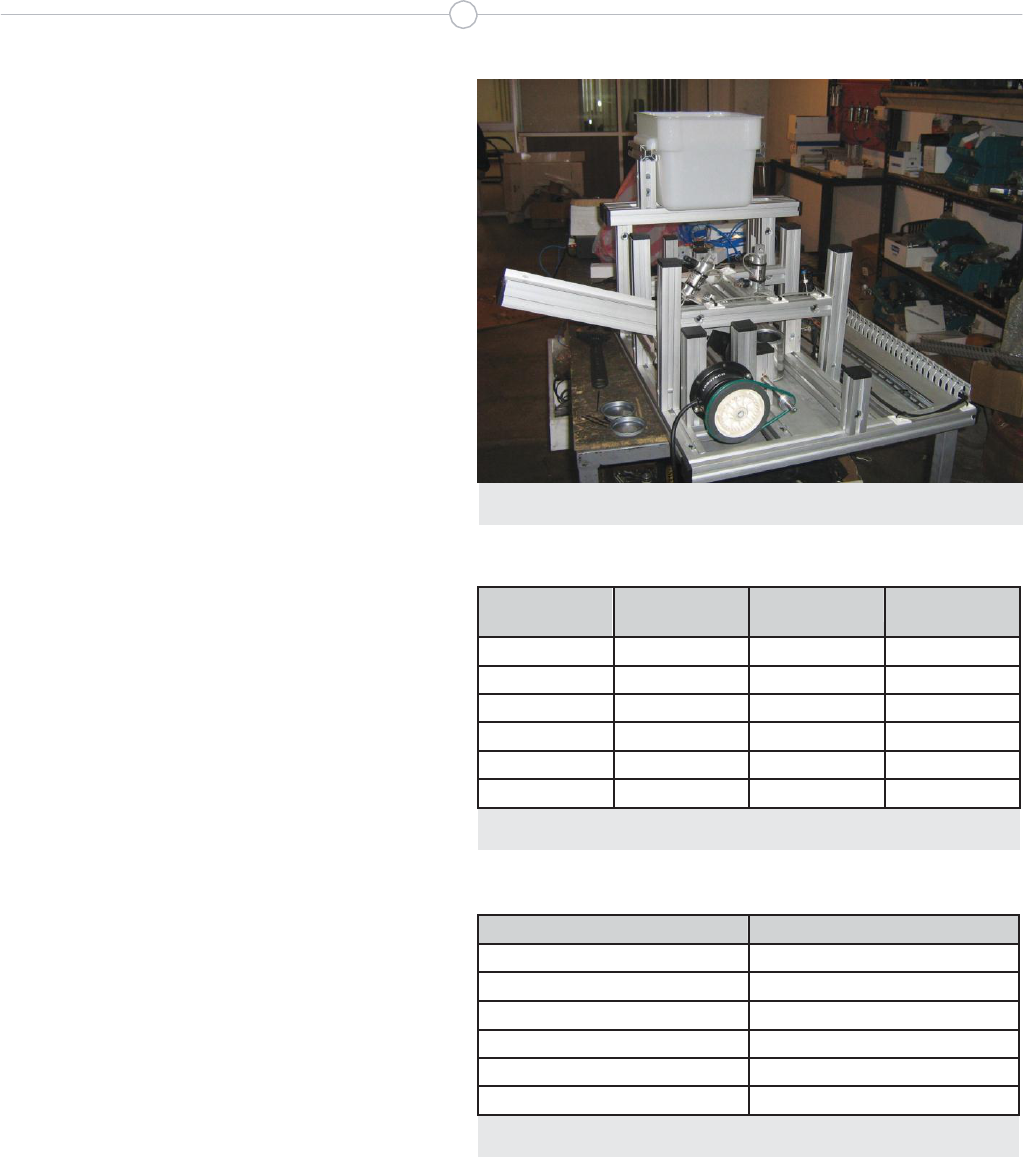
Por ser un módulo para prácticas, se
construye una estructura transparente,
fácil de manipular y que pueda ser aco-
plada a otras estructuras desarrolladas
para formar sistemas de procesos conti-
nuos y más completos.
La bancada permite reconocer de forma
fácil y rápida los componentes que fue-
ron instalados en ella para que la perso-
na que vaya a utilizarla los pueda mani-
pular y, de ser el caso, desensamblar y
ensamblar los diferentes elementos.
El proceso fue dividido en etapas para
crear independencia en los subsistemas
que componen la parte operativa de la
máquina.
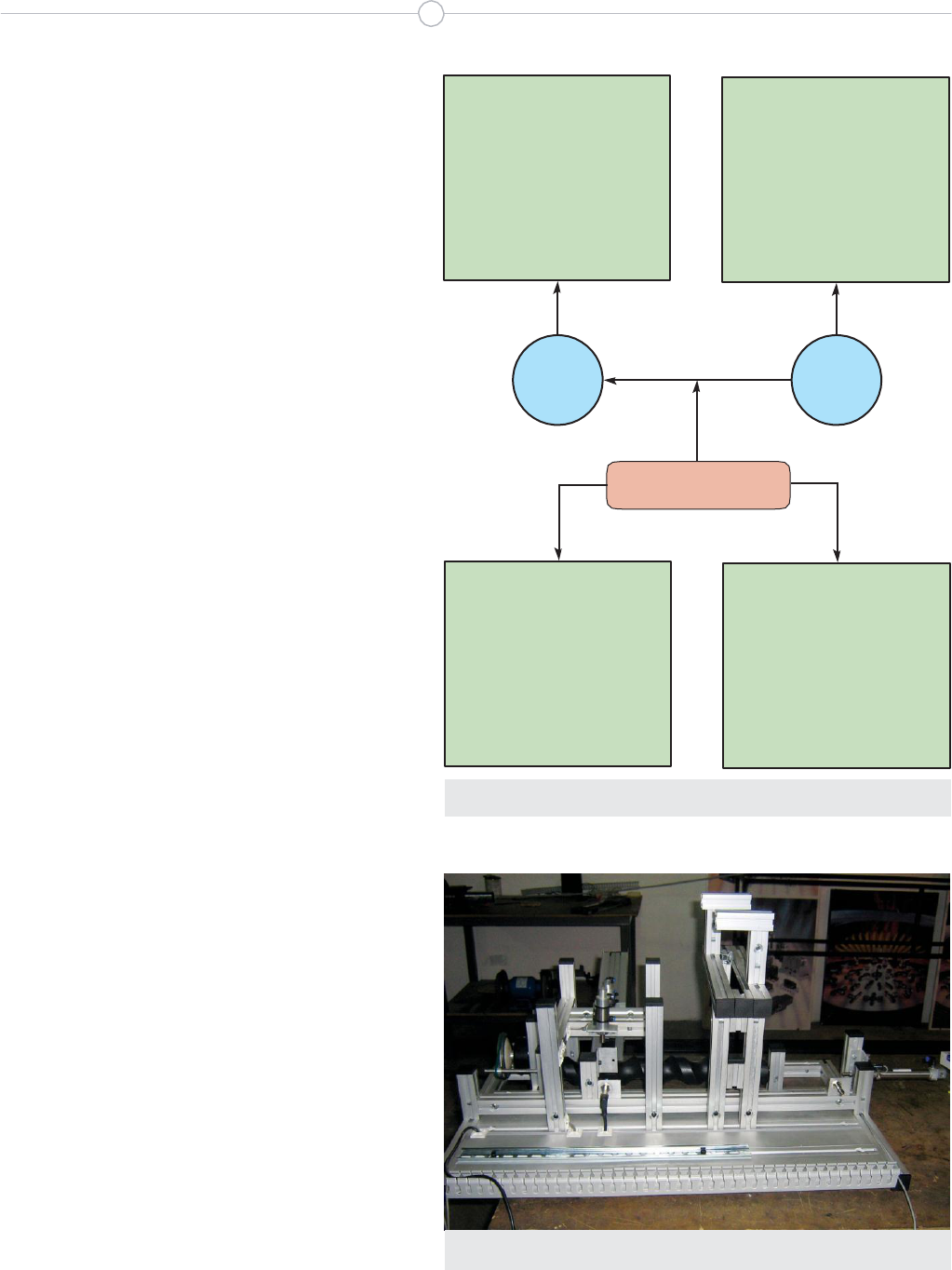
Sistema de almacenamiento del líquido
Este sistema provee al equipo del líqui-
do que debe ser dosificado; es un re-
cipiente de 6 litros de capacidad en el
cual es depositado el líquido que será
Figura 3. Esquema de conexión con InTouch.
Figura 4. Estructura del sistema
almacenado hasta que sea necesaria la dosificación del
mismo (figura 5).
El líquido almacenado es medido por medio de un sensor
flotador, al cual ha sido adaptado un potenciómetro que
da una variación de resistencia confor-
me el nivel del líquido cambie, con lo
que provee de información al contro-
lador para que este tome las acciones
necesarias.
Figura 5. Sistema de almacenamiento de líquido
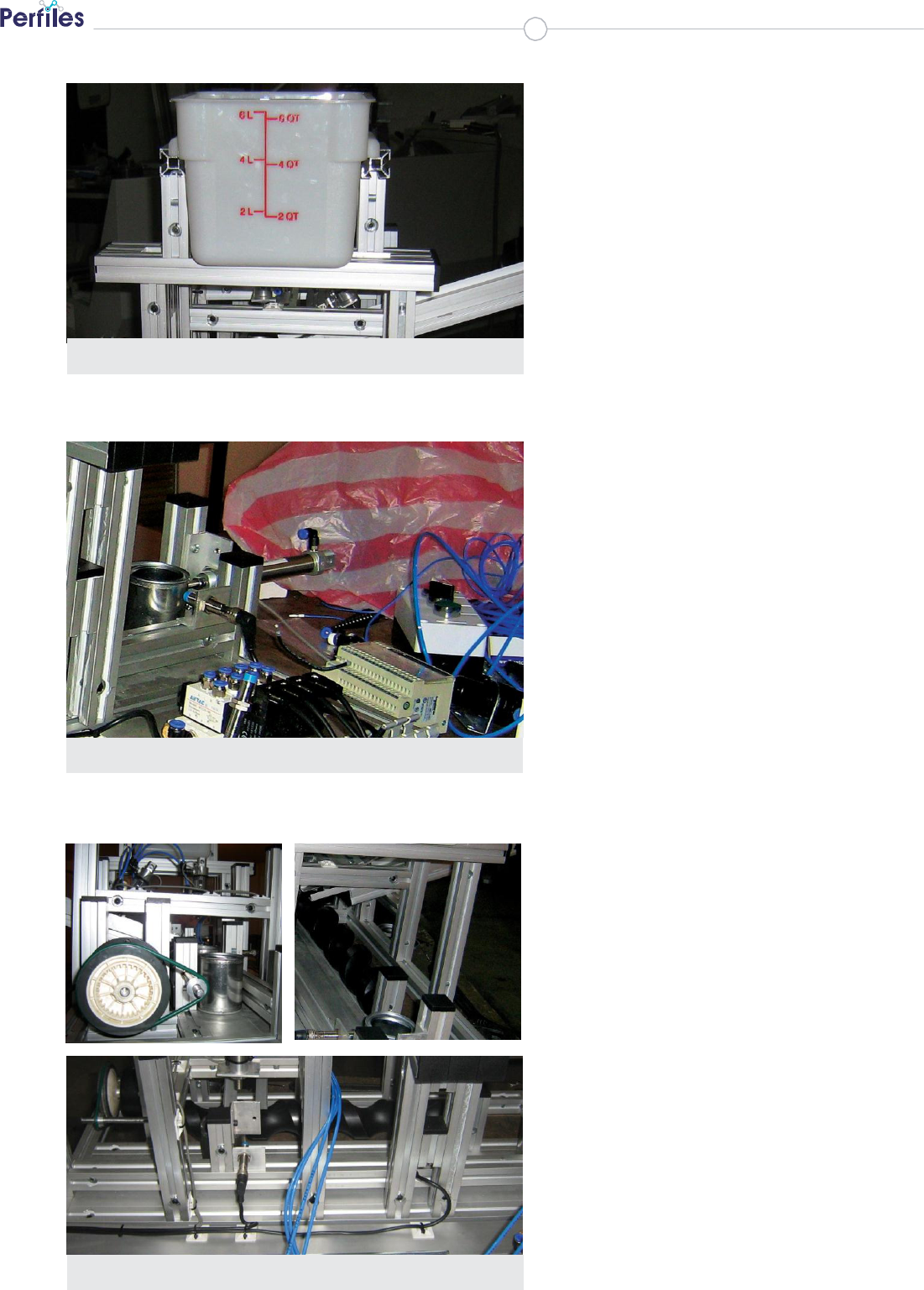
Figura 6. Sistema de dosificación de recipientes
Figura 7. Estructura de soporte gusano transportador
Sistema de dosificación de recipientes
La función de este sistema es la de en-
tregar al proceso los recipientes (tarros
metálicos de 1/8 de litro), en los cuales
se realiza la dosificación del líquido, por
medio de un cilindro en el cual se colo-
can los tarros formados en columna, y
que va soltando de uno en uno los reci-
pientes hacia el piso de la bancada; de
modo para que el cilindro colocado en la
parte delantera empuje al recipiente ha-
cia el transportador de la máquina, como
se puede observar en la figura 6.
Una vez que el tarro ha sido colocado en
el piso, un sensor de presencia inducti-
vo colocado a la entrada del sistema de
transporte notifica su posición. En caso
de no existir recipientes, el sistema en-
vía una alarma que indica la ausencia de
los mismos y detiene el proceso hasta
que los recipientes sean colocados en el
dispensador; una vez corregido el pro-
blema, el proceso continúa.
Sistema de transporte
El transporte de los recipientes hacia
las diferentes estaciones del proceso es
realizado por un tornillo sin fin (gusano
transportador), que se encuentra conec-
tado por medio de una banda al motor
monofásico de baja velocidad. El mo-
tor, por medio de un eje sujeto a la es-
tructura, realiza un movimiento circular
que, al introducirse el recipiente entre
las ranuras del tornillo sin fin, genera un
desplazamiento lineal del mismo hacia
las estaciones donde se realizan los pro-
cesos de llenado, colocación de tapa y
sellado de tapa; también es el que saca
el recipiente del sistema.
En la figura 7 se puede apreciar el gu-
sano transportador colocado sobre la es-
tructura del proceso.
ISSN 1390-5740 Número 14 Vol. 2 (2015)
ISSN 2477-9105
García-Cabezas, Santillán-Mariño, Pilco-Salazar, Orozco-Ramos
Sistema de llenado
El sistema de dosificación propiamente
dicho está compuesto por dos cilindros
conectados mecánicamente, y controla-
dos por una misma válvula 5/2 (5). Esto
sirve para realizar, en la etapa 1, el mo-
vimiento que proporciona la succión del
líquido por dosificarse; y en la etapa 2,
la descarga del líquido hacia el recipien-
te contenedor del mismo (figura 8).
Se toma como referencia este método,
donde el cuerpo del cilindro dosificador
proporciona una capacidad definida, por
su radio y la altura a la que puede llevar
el líquido, lo que hará que se tenga un
volumen constante en la dosificación,
prácticamente sin pérdidas.
Este sistema trabaja conjuntamente con
el sistema de almacenamiento de líqui-
dos; si no existe el líquido para dosificar,
los cilindros dosificadores suspenden su
trabajo para evitar que ingrese aire en la
línea de líquidos y produzca una conta-
minación.
Los cilindros son colocados horizontal-
mente, para aprovechar el efecto de gra-
vedad y obtener un volumen de líquido
con mayor exactitud al momento de lle-
nar el tarro contenedor.
El cuadro 1 muestran los resultados del
volumen dosificado en las diferentes po-
siciones de los cilindros y por tiempo de
dosificación especificado.
Para la dosificación exacta en los tarros
de 1/8 de litro, se determinó el tiempo de
8 segundos y posición horizontal de los
cilindros dosificadores.
Los tiempos necesarios para ejecutar las
etapas de llenado del empuje del tarro
hacia el proceso, llenado del líquido, co-
locación y sellado de tapa, y salida del
recipiente dosificado, se presentan en el
cuadro 2.
Como resultado del cuadro 2, se asigna
un total de 39,2 segundos para cumplir
el ciclo de producción de un producto,
con tiempos que han sido probados an-
tes de estandarizar el proceso.
Figura 8. Cilindros dosificadores
Tiempo
Número de
accionamientos
Volumen
Posición del
cilindro
4 seg
1
10 ml
Vertical arriba
8 seg
2
30 ml
Vertical arriba
4 seg
1
80 ml
Vertical abajo
8 seg
2
160 ml
Vertical abajo
4 seg
1
62 ml
Horizontal
8 seg
2
124 ml
Horizontal
Cuadro 1. Volúmenes obtenidos por tiempos de dosificación (García E., 2012)
Tiempo
Transición
1 segundo
Empuje-Transportador
3 segundos
Inicio-Dosificador
10 segundos
Dosificación
8 segundos
Dosificación-Sellado
12 segundos
Tapa-Sellado
5,2 segundos
Sellado-Salida prod.
Cuadro 2. Tiempos de proceso (García E., 2012)
Sistema de colocación de tapas
Una vez dosificado el líquido dentro de los tarros conte-
nedores, se procede con el sellado de los tarros. Para esto
se cuenta con un sistema de dos cilindros ubicados uno a
continuación del otro; el primero realiza una contención
de las tapas hasta cuando el sensor ubicado en la parte
inferior, después del sistema de dosificación, indique que
el tarro está posicionado para colocar la tapa (figura 9).
Una vez que el contenedor se encuentra en esta posición,
se suelta la tapa y se coloca en la boca del mismo por
efecto de la gravedad, y se realiza el prensado de la tapa
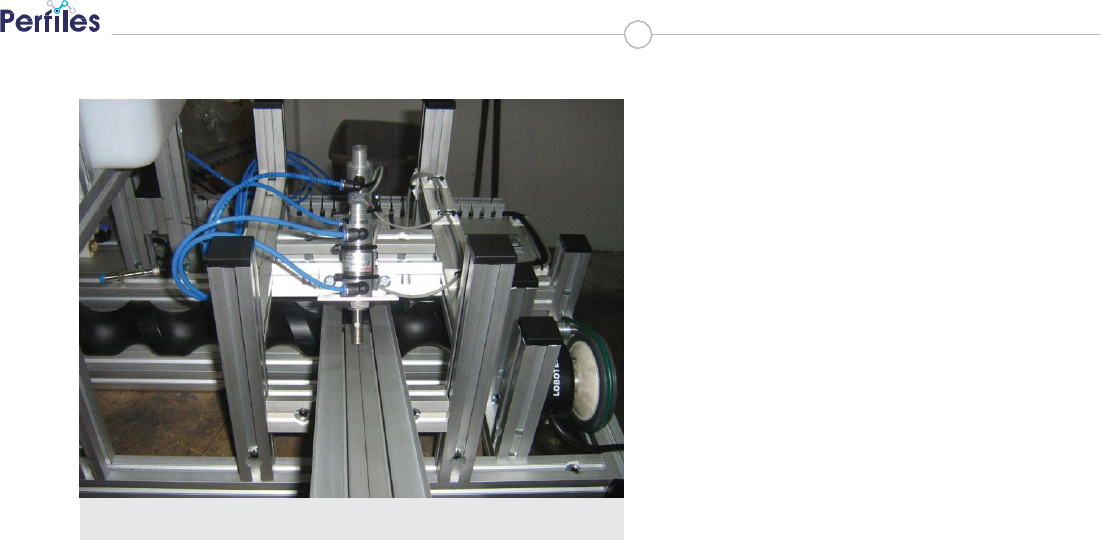
Figura 9. Sistema de colocación de tapas
con el cilindro ubicado perpendicularmente al tarro en la
misma posición.
Una vez realizado el proceso de colocación y sellado de
tapas, es necesario que el recipiente cumpla con el ciclo
y sea llevado hasta el final de la línea de producción, para
lo cual es accionado una vez más el gusano transportador.
Como segunda parte del desarrollo del proyecto, está la
implementación del software para el SCADA.
El HMI es un sistema amigable con el usuario, lo más
completo, simplificado y fácil de navegar (7).
El proceso simula un sistema industrial real de envasado
volumétrico, por lo que la autenticación de usuarios per-
mite asignar las funciones y permisos definidos para cada
uno de los perfiles.
La gran mayoría de los sistemas SCADA están basados
principalmente en mecanismos de autentificación auto-
matizados basados en usuario/contraseña. La asignación
de cuentas dependerá de dos factores importantes: el área
de responsabilidad junto con permisos y privilegios asig-
nados a un operador, y el tiempo de actividad según lo
prefijado en su contrato. Para el control de cuentas acti-
vas como inactivas (tanto por expiración como por baja
de contrato), el sistema deberá ejecutar frecuentemente
un procedimiento de análisis para comprobar en términos
de tiempo la validez de las credenciales de seguridad, y
cualquier cambio asociado al usuario deberá ser registra-
do. Asimismo, cualquier tipo de actividad en una sesión
debe ser igualmente registrada para facilitar posteriores
procesos de análisis (por ejemplo, estadísticos o foren-
ses). Las credenciales de seguridad deberán estar fre-
cuentemente actualizadas siguiendo unos patrones y una
política fuerte de control de accesos. El sistema deberá
bloquear todas aquellas cuentas que sobrepasen un cier-
to umbral de intentos fallidos, limitar el
número de sesiones por usuario y evitar
el envío de credenciales de seguridad en
claro usando mecanismos criptográficos
(6).
Para este caso se tienen planteados 3
perfiles de usuarios.
Invitado: como su nombre lo indica, es
un perfil que simula una persona que no
tendrá permisos para realizar acciones
de control o supervisión sobre el proce-
so; lo único a lo que tendrá acceso es la
visualización del desarrollo del proceso,
pero no podrá cambiar ningún paráme-
tro del mismo.
Operador: este usuario puede ingre-
sar a la etapa de supervisión y realizar
los cambios operativos dentro del pro-
ceso; estos permisos incluyen cam-
bios en el volumen que será deposi-
tado en el recipiente, reconocimiento
de alarmas, encendido y apagado del
proceso.
Ingeniero: este perfil de usuario tie-
ne los permisos para acceder a todas
las opciones del proceso y desarrollar
cambios operativos, así como tam-
bién acceder a las opciones de segu-
ridad del sistema (bypass), y cambiar
de modo manual a modo automático y
viceversa.
Una vez definidos los perfiles de
usuarios, la estructura del programa
consta de:
• Autentificación de usuarios, tres ni-
veles de permisos (invitado, opera-
dores e ingenieros).
• Visualización de datos de nivel de
líquido para dosificar, recipientes,
tapas, velocidad del proceso, canti-
dad de producto terminado, fallos del
proceso, etc.
• Generación de reportes en Excel.
• Base de datos que guarda la infor-
mación de alarmas, eventos, usua-
rios y productos terminados desde el
InTouch.
ISSN 1390-5740 Número 14 Vol. 2 (2015)
ISSN 2477-9105
García-Cabezas, Santillán-Mariño, Pilco-Salazar, Orozco-Ramos
De acuerdo con los requisitos previstos
para el sistema, es necesario realizar la
conexión desde el sistema de almacena-
miento de datos, así como también des-
de el dispositivo central de control, en
este caso, el PLC.
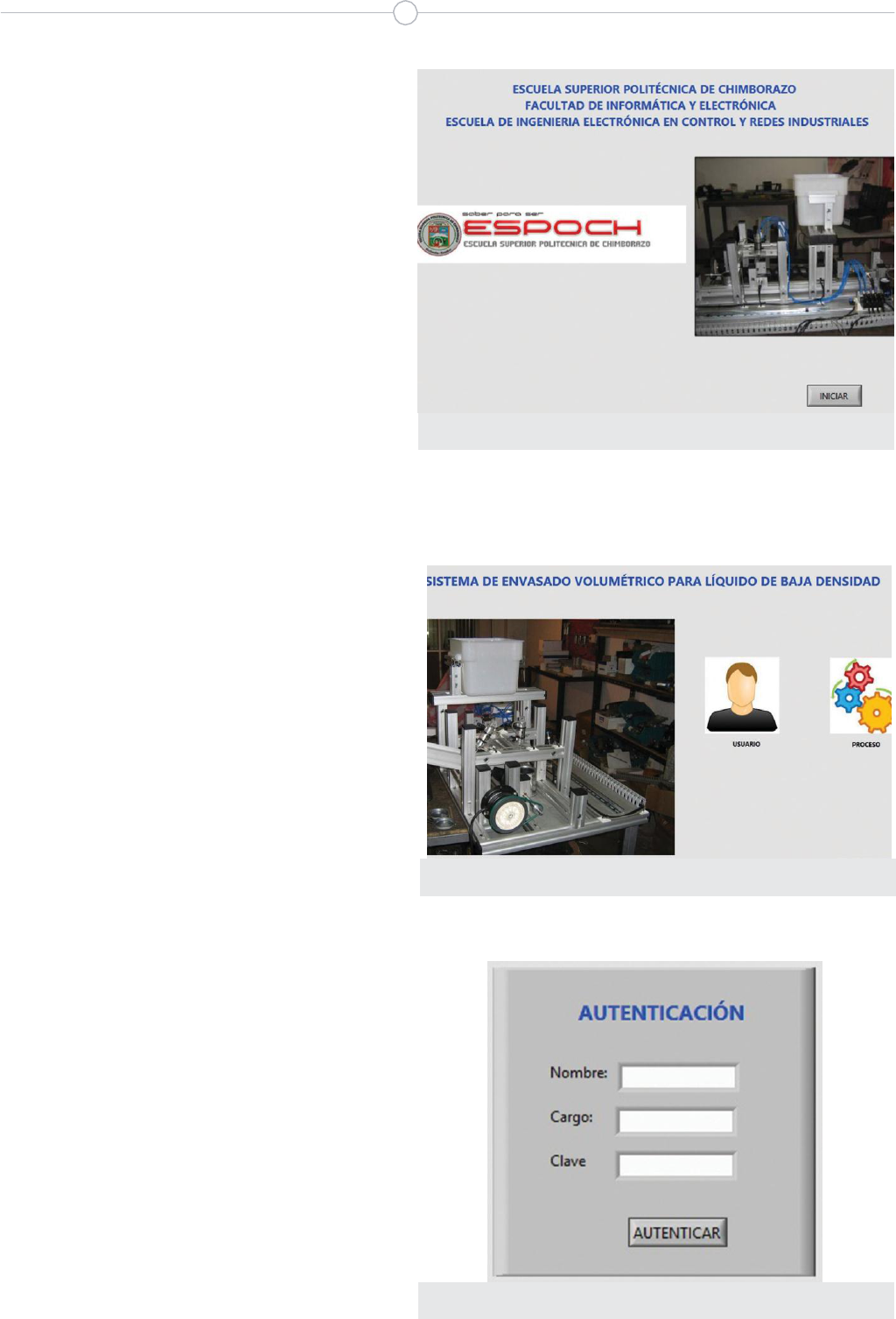
Pantallas del sistema
Inicio
Esta pantalla muestra una vista general
del proceso y permite el acceso hacia
las opciones de usuario. Al hacer clic
sobre el botón proceso, se habilitará la
siguiente pantalla, en donde se realiza la
autenticación de usuario. Esta pantalla
está disponible para todos los usuarios
del sistema.
Ingreso
En esta interfaz se activa la opción de
autentificación como usuario; luego
se podrá ingresar a las opciones del
proceso.
Autenticación
En esta pantalla se realiza la autentica-
ción de usuarios con sus nombres y los
diferentes niveles; para esto se debe in-
gresar los datos de usuario (como nom-
bre, cargo o rango de operador) y una
clave asignada.
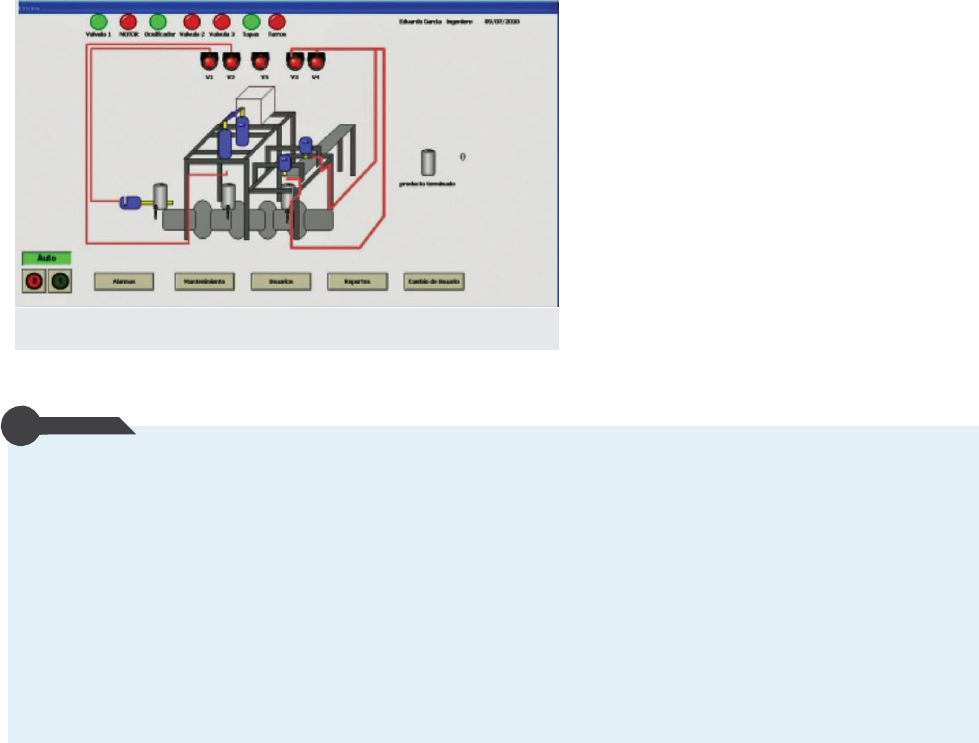
Proceso
Una vez autenticado el usuario, regresa
hacia la pantalla de ingreso y puede ac-
ceder al proceso con el perfil de usuario
ya definido, dependiendo del nivel de
acceso.
CONCLUSIONES
Se implementó el sistema SCADA para
el proceso de envasado y transporte de
líquidos de baja densidad, utilizando
como gestor central el PLC S7 1200 y
como software de desarrollo del HMI
a InTouch, capaz de acoplarse a una
línea de producción continua a nivel
industrial.
Figura 10. Pantalla de inicio
Figura 11. Pantalla de ingreso
Figura 12. Pantalla de autenticación
El diseño presenta una alternativa al
sistema de transporte típico de bandas
transportadoras, reemplazándolas por
un tornillo sin fin de acción lineal.
El sistema de dosificación es un sistema
de válvulas de tres vías que aprovecha
el volumen definido por el cilindro con-
tenedor que apoya para realizar una do-
sificación exacta a pesar de no tener un
medidor de flujo.
Figura 13. Pantalla del proceso
R
eferencias
1. García EF. Diseño e Implementación de un sistema SCADA para el envasado y transporte de lí-
quidos de bajo densidad con PLC s7-1200 e InTouch; 2005.
2. Derby S. Design of Automatic Machinery. Dekken-Alemania: Edit M; 2005.
3. Ljungkrantz AK. Formal Specification and Verification of Industrial Control Logic Components.
En: IEEE Transactions Automation Science and Engineering; 2009: 1-11.
4. Blanchard M. El Grafcet Principios y Conceptos . Roma, Italia: ADEPA; 1999.
5. Scharf, F. Electroneumatica nivel básico. México: Festodidactic; 2005.
6. Alcaraz C. 2008. Gestión seguridad de redes SCADA. NICS Lab.Publications: 1-11.
7. CUSCO E. Control