
40
Número 16 Vol. 2 (2016)
OPTIMIZACIÓN DE MEZCLAS PARA LA ELABORACIÓN DE LA-
DRILLOS DE ARCILLA USANDO EL ENSAYO DEL BRASIL
El objetivo de este trabajo fue mejorar la calidad de ladrillos de arcilla producidos artesanalmente en
la región al sur del Ecuador, con la nalidad de habilitarlo para un uso extendido en la industria local
de la construcción, y formular un proceso de fabricación más amigable al medioambiente, que reduz-
ca el impacto ambiental que la producción del ladrillo artesanal acarrea con la explotación intensiva
de recursos no renovables. Para lograr nuestro objetivo, formulamos un novedoso factor de optimi-
zación basado en el ensayo del Brasil, se buscó la proporción óptima entre la cantidad de material
“arcilloso” – material “arenoso” (mezcla óptima, MO). Se prepararon ladrillos de arcilla con la MO,
se sinterizaron a 950 ºC y se caracterizaron. Adicionalmente, se caracterizaron ladrillos elaborados
por productores artesanales de la región y los resultados se cotejaron con los obtenidos en ladrillos
preparados con la MO. Nuestros datos revelan que la mezcla óptima es 50 % de material “arcilloso”
y 50 % de material “arenoso” y que con esta mezcla se logra una mejora del 300 % en la calidad
del ladrillo artesanal. Esta mejora, probablemente se deba al enriquecimiento de la mezcla con un
elemento que evoluciona con la temperatura y que contribuye a la conformación de una matriz más
fuerte. Proceso que puede verse favorecido cuando se usa materiales “arenoso” con altos contenidos
de andesita, la cual, es común en suelos Ecuatorianos.
Palabras Claves: Ladrillos de arcilla, Ensayo del Brasil, Optimización de mezclas
KeyWords: Clay bricks, Brazilian test, Mixture optimization
The purpose of this work was to improve the quality of handmade clay bricks from the southern re-
gion of Ecuador to make them suitable for more widespread use in the local construction industry and
to develop a more environmentally friendly manufacturing process to reduce the environmental im-
pact of the production of handmade bricks resulting from the intensive exploitation of non-renewable
resources. To achieve our goal, we formulate a new factor of optimization based on the Brazilian Test
and sought the optimal proportion between the amounts of “clayey” and “sandy” material (optimal
mixture, OM). Clay bricks were prepared using the OM, sintered at 950 ºC, and characterized. In
addition, bricks produced by regional artisans were characterized, and the results were compared
with the results obtained for the bricks prepared using the OM. Our data reveal that the optimal
mixture is 50 % “clayey” material and 50 % “sandy” material and that with this mixture, an average
improvement in brick quality of 300 % can be achieved. This improvement is probably due to the
enrichment of the mixture with an element that evolves with the temperature and that contributes to
the formation of a strong matrix. Conditions are favorable for this enrichment process to occur when
“sandy” materials with high contents of andesite, which is common in Ecuadorian soils, are used.
R
esumen
A
bstract
1,2
V. J. García,
2
J. G. Pérez,
2
A. R. Zúñiga,
1,3
C. O. Márquez,
2,4
F. Fernández,
2,4
F. Hernández.
1
Universidad Nacional de Chimborazo, Riobamba, Ecuador.
2
Universidad Técnica Particular de Loja, Loja, Ecuador.
3
Universidad de Los Andes, Mérida, Venezuela.
4
Universidad Politécnica de Madrid, Madrid, España.
e-mail: vgarcia@unach.edu.ec – vgarcia375@gmail.com
Revista Cientíca
ISSN 1390-5740
ISSN 2477-9105

41
INTRODUCCIÓN
El ladrillo de arcilla macizo es uno de
los materiales de construcción más an-
tiguos usados por la humanidad. Este es
elaborado mediante un proceso de ma-
nufactura simple (mezclado, amasado,
secado y horneado), es un producto eco-
nómico, que se fabrica con recursos no
renovables como la arcilla, que existen
en abundancia en diversas regiones del
planeta.
El ladrillo de arcilla ofrece solidez,
durabilidad y compacidad, entre otras
propiedades físicas, mecánicas y tér-
micas que puede exhibir. Sin embargo,
la tecnología del ladrillo de arcilla ha
evolucionado muy poco y la mejora de
su desempeño tecnológico ha recibido
poca atención. Por ejemplo, el ladri-
llo de arcilla es muy pesado (entre 3 y
5 kg) para ser usado en muchas de sus
principales aplicaciones, como unidades
individuales de mampostería en edica-
ciones altas. Por otro lado, con el gran
avance tecnológico del concreto en las
últimas tres décadas, el ladrillo de ar-
cilla ha perdido mercado y tiene en el
bloque de concreto uno de sus principa-
les competidores. Aun así, el ladrillo de
arcilla continúa ofreciendo propiedades
interesantes: alta resistencia ante agen-
tes climáticos como humedad, sales so-
lubles, bajas temperaturas y tolerancia a
grandes cambios en temperatura, lo que
hace que tenga gran durabilidad (aunque
no exista un ensayo para la cuantica-
ción y/o estimación de la durabilidad).
También, el ladrillo de arcilla ofrece:
buen aislamiento acústico entre 43 y 49
dB, alta resistencia al fuego entre 30 y
240 minutos antes de colapsar, alta ca-
pacidad térmica que resulta de su habili-
dad de almacenar grandes cantidades de
energía (J/m
2
o
C), un valor alto de trans-
mitancia térmica (W/m
2
o
C) que lo hace
atractivo para lograr un buen uso de la
energía en las edicaciones, entre otras
(1).
Sin embargo, dado su bajo costo de pro-
ducción y el amplio espectro de propiedades que exhibe,
el ladrillo de arcilla tiene un gran potencial de desarrollo
tecnológico, a pesar que, se tiene “poco” conocimiento
fundamental de la relación entre composición, microes-
tructura y desempeño mecánico (1).
Es por esto que existe un gran interés en desarrollar tec-
nológicamente un nuevo ladrillo de arcilla que posea un
desempeño mejorado para así dar respuesta a los desa-
fíos tecnológicos que plantea la moderna industria de la
construcción. No obstante, la producción de ladrillos de
arcilla tiene un alto impacto ambiental. Este impacto se
puede resumir en un gran: consumo de recursos no re-
novables (materiales), consumo de energía, consumo de
agua, emisión de gases que contribuyen al efecto inver-
nadero y generación de desechos, entre otros (2–4). Los
materiales que se usan en la industria de los ladrillos de
arcilla se encuentran dispersos en la supercie de la tie-
rra y se han originado de manera natural en procesos geo-
lógicos complejos que han ocurrido durante la formación
de la corteza terrestre. La posibilidad de usar estos ma-
teriales en la manufactura de ladrillos de arcilla depende
primariamente de las condiciones geológicas y geoquí-
micas en la que se formó el material, así como, de su
composición mineralógica. El impacto ambiental debido
al consumo de recursos no renovables está relacionado
con la disponibilidad de estos materiales arcillosos y con
la explotación de áreas que deben estar disponibles para
la conservación de la biodiversidad. Así, la explotación
intensiva de yacimientos de arcilla es una amenaza a la
sostenibilidad ambiental y perjudica el desarrollo de una
industria de la construcción sostenible. De hecho, en Chi-
na, la escasez de arcilla ha hecho que se limite el uso de
ladrillos de arcilla (3). En Brasil, con reservas estimadas
de 3,7 billones de toneladas y un consumo anual de 180
millones de toneladas, se estima, que las reservas pueden
durar aproximadamente unos 20 años. Desde el punto de
vista ambiental, este tiempo es corto, pero también una
razón de preocupación por la degradación del suelo aso-
ciada a la actividad de minería de la arcilla. De hecho,
efectos adversos como el daño al paisaje y la eliminación
de desechos está penado por la ley (2). Una tendencia
que trata de mitigar estos efectos desfavorables, consiste
en incorporar en el ladrillo, desechos generados por otras
industrias, de manera que, exista una explotación menos
intensiva del yacimiento, que se prolongue su vida útil y
al mismo tiempo reduzca el uso de vertederos de dese-
chos (2,3,5).
La mitigación de los efectos ambientales que tiene la
producción de ladrillos de arcilla, así como, el desarro-
llo tecnológico de un ladrillo de arcilla optimizado, co-
García, Zúñiga, Márquez, Fernández, Hernández.

42
Número 16 Vol. 2 (2016)
mienza por la formulación de una mezcla óptima (MO)
considerando la composición del material “arcilloso”, así
como, del material “arenoso” disponible. En la MO, el
componente dominante es el cuarzo, pero los ingredien-
tes más importantes son los silicatos hidratados o mine-
rales arcillosos, que aportan viscosidad y plasticidad a la
mezcla cuando está hidratada. Otros ingredientes, inclu-
yen: carbonatos, óxidos de hierro y otros minerales y sus
mezclas, que se usan entre otras cosas como uidican-
tes o desengrasantes. La composición mineralógica de
los minerales arcillosos es muy variable. La cantidad y
composición de estos minerales inuye directamente so-
bre el moldeado y el secado del ladrillo antes de llevarlo
al horno, así como también, el comportamiento durante
la cocción, la calidad y el color del producto terminado.
El ladrillo de arcilla producido artesanalmente es un ma-
terial de construcción importante en muchos países de sur
américa. Existen regiones donde hay un gran número fa-
milias que tienen como actividad principal la producción
artesanal de ladrillos de arcilla. En general estos produc-
tores poseen conocimientos que han heredado de ascen-
dientes familiares y fabrican ladrillos de arcilla con 90
% de material “arcilloso” y 10 % de material “arenoso”.
Sin embargo, la proporción material “arcilloso” – mate-
rial “arenoso” más adecuada depende en buena medida
de la naturaleza de los materiales disponibles. Además,
debemos tener en cuenta que los requerimientos para
preservar el ambiente crecen constantemente (2), así que
la optimización de la proporción de material “arcilloso”
– material “arenoso” más adecuada constituye un modo
efectico e importante para mitigar el impacto ambiental
(6).
El objetivo de este trabajo fue mejorar la calidad de la-
drillos de arcilla producidos artesanalmente en la región
al sur del Ecuador, con la nalidad de habilitarlo para un
uso extendido en la industria local de la construcción y
poder formular un proceso de fabricación más amigable
al ambiente, que sirva para reducir el impacto ambiental
que su producción acarrea debido a la explotación inten-
siva de recursos no renovable.
Para logra nuestro objetivo desarrollamos un método de
optimización de la mezcla basado en el ensayo del Brasil
y la resistencia a la tracción indirecta por unida de masa.
Así, se encontró la proporción óptima entre los ingre-
dientes de la mezcla. Luego se caracterizaron ladrillos
de arcilla elaborados por los siete mayores productores
artesanales de la región (con producción mayor a 10000
unidades) y los resultados fueron comparados con los
obtenidos de la caracterización de los
ladrillos preparados con la MO.
MATERIALES Y MÉTODOS
Descripción de métodos y normas
usadas
1. Caracterización de la materia
prima (material “arcilloso” – mate-
rial “arenoso”).
a. El análisis granulométrico se
realizó encontrando la distribución del
tamaño de las partículas, la cual se de-
terminó usando los tamices número 20,
40, 60, 100 y 200 (7).
b. Determinación de las propieda-
des geotécnicas de las pastas preparadas.
El límite plástico (PL) fue determinado
usando el método de la zanja de 3 mm
y el límite líquido (LL) fue determinado
usando el aparato de Casagranden (8).
El índice de plasticidad (IP) fue calcu-
lado basado en la diferencia aritmética
entre LL y PL. Para la preparación de
ladrillos, la mezcla fue humedecida 5
puntos por encima de su límite líquido.
c. Determinación de la porosidad,
densidad, cantidad de agua absorbida,
variación dimensional.
Contracción (CS) de las muestras des-
pués de haberse secado en la estufa se
determinó usando la ecuación (1):
En la ecuación (1), L
1
representa la lon-
gitud del espécimen seco al ambiente y
antes de ingresar a la estufa.
La contracción (CC) de las muestras
después de su cocción en el horno se de-
terminó usando la ecuación (2) :
En la ecuación (2): representa la lon-
gitud del espécimen después de haberse
secado en la estufa y la longitud antes de
ingresar al horno de cocción. , repre-
senta la longitud del espécimen después
de su cocción en el horno.
La contracción total (CT) es:
CS % %=
−
×
LL
L
12
1
100
CC% %=
−
×
LL
L
23
2
100
CT CC CS= +
L
2
L
3
ecuación 1
ecuación 2
Revista Cientíca
ISSN 1390-5740
ISSN 2477-9105

43
La densidad y la porosidad se deter-
minan usando el método gravimétrico
basado en el principio de Arquímedes.
Los especímenes saturados de agua du-
rante 24h, se pesaron estando inmersos
en agua (W1) y luego de secar el agua
supercial, se pesaron en aire (W2).
Posteriormente, las muestras se secaron
durante 6h en estufa a una temperatura
de 105 ºC, para así, eliminar completa-
mente el agua y pesar los especímenes
secos (W3).
La cantidad relativa de agua absorbida
(WA) se determinó usando la ecuación
(4) y siguiendo la norma ASTM (9). La
WA corresponde con la cantidad relati-
va (en peso) de agua absorbida por el
espécimen, durante la inmersión en las
condiciones prescritas en relación con el
peso del espécimen seco:
La fracción de poros abiertos (f
o
) o
porosidad aparente (10), fue calculada
usando la ecuación (5):
La densidad de la fase sólida y la
densidad aparente se calculan usan-
do las relaciones en la ecuación (6), ver
referencia (11):
En la ecuación (6),
es
la densidad el agua a 25
o
C.
El porcentaje de masa perdida durante la
cocción y sinterizado fue estimado usan-
do la ecuación:
En la ecuación (7), W
4
representa el peso
del espécimen seco antes de ingresar al
horno para su cocción y sinterizado.
d. Se realizó el ensayo de tracción
indirecta (Ensayo del Brasil) en los dis-
cos cocidos y sinterizados a diferentes
temperaturas. En este ensayo, el disco
es comprimido verticalmente de mane-
ra que se genera indirectamente un esfuerzo tensor en la
dirección horizontal. Se registra el valor máximo de la
carga aplicada (P
máx
) cuando se produce la falla del dis-
co y la resistencia a la tracción indirecta se calcula
usando la ecuación (8):
En la ecuación (8), D representa el diámetro del disco y l
su grosor. El ensayo de tracción indirecta ofrece algunas
ventajas sobre otros métodos, la conguración del ensa-
yo es simple y en él se usan especímenes en forma de
disco o de cilindro. Con este método se ensaya un gran
volumen de la muestra y no es sensible a defectos en la
supercie (12).
e. La resistencia en compresión de los ladrillos se
determinó siguiendo la norma ASTM (9) y realizando el
ensayo por quintuplicado. Para este ensayo usamos una
maquina universal (Versa Tester de Soil Test INC. USA)
y la resistencia a la compresión se determinó dividiendo
la máxima carga aplicada entre el área de la cara del la-
drillo que se encuentra sujeta a la carga.
f. En el secado de ladrillos y discos, las muestras se
dejaron en el molde durante 12 h y permanecieron secan-
do en condiciones ambientales 72 h. Luego, se secaron
en estufa a 105 ºC durante 24 h. Las muestras fueron lle-
vadas desde temperatura ambiente a 60 ºC con una ve-
locidad de calentamiento de 0.08 ºC/min (~ 8 h), donde
permaneció 3h, posteriormente se subió la temperatura
hasta 105 ºC a la misma velocidad de calentamiento,
donde permaneció durante 4 h. Se desconectó la estufa y
las muestras se dejaron enfriar dentro de la misma hasta
alcanzar la temperatura ambiente.
g. Para la cocción y sinterizado de ladrillos y discos,
los discos fueron cocidos y sinterizados a 500 ºC, 700 ºC
y 950 ºC, mientras que los ladrillos fueron cocidos solo a
950 ºC. La cocción y sinterizado, se realizó en un horno
eléctrico, con una velocidad de calentamiento de 1.66 ºC/
min hasta alcanzar la temperatura nal donde permane-
ció durante 3 h. Finalmente, las muestras se dejaron en-
friar libremente por convección natural hasta alcanzar la
temperatura ambiente.
2. Diseño experimental
La materia prima, material “arcilloso” y material “are-
noso” usada para producir ladrillos artesanales se obtuvo
de los yacimientos naturales La Vega (LVG) e Indiucho
(IND), respectivamente. Los dos yacimientos se encuen-
tran situados en el cantón Catamayo, provincia de Loja
en Ecuador. El yacimiento LVG se encuentra ubicado en
García, Zúñiga, Márquez, Fernández, Hernández.
WA
WW
W
%
()
=
−
×
23
3
100 %
f
WW
WW
b
S
o
%%
=
−
−
×=−
×
23
21
100 1 100
ρ
ρ
()
ρ
S
()
ρ
b
ρρ
SA
W
WW
=
−
×
3
31
ρρ
bA
W
WW
=
−
×
3
21
:
ρ
A
=
997 04
3
, kg m
LO
S%
=
−
×
WW
W
43
3
100
()
σ
TI
σ
≠
TI
máx
=
2P
Dl
44
Número 16 Vol. 2 (2016)
latitud sur: 4º00´39,7´´ y longitud oeste: 79º22´43,51´´,
con una estructura geomorfológica de la formación Gon-
zanamá. El yacimiento IND se encuentra ubicado en la-
titud sur: 4º01´47,4´ y longitud oeste: 79º21´54,5´´, entre
la formación Sacapalca y Loma Blanca. La Formación
Gonzanamá es del Paleoceno y descansa discordante
sobre la formación Sacapalca, consiste básicamente de
rocas de origen vulcano sedimentario como arcillas de
color café oscuro, lutitas de color gris, areniscas tobáceas
y tobas. Se cree que esta formación tiene un espesor de
aproximadamente 1000 metros. La formación Sacapal-
ca es del Paleógeno, con una litología que corresponde a
lavas andesíticas, rocas de tipo piroclástico. Las lavas se
presentan resistentes a la erosión y se ubican en las partes
más altas de la cuenca Catamayo, mientras que las ro-
cas de tipo piroclástico corresponden a tobas andesíticas,
tobas aglomeráticas y aglomerados subordinados. Las
lavas son pórdos andesíticos de color café o gris, con
un gran contenido de minerales mácos observándose en
algunos casos enstatita, hornblenda y augita. La forma-
ción Loma Blanca es del Oligogeno-Mioceno y descansa
discordantemente sobre la formación Gonzanamá, bási-
camente contempla la parte basal en un aglomerado, y
luego por una secuencia de tobas blancas de grano medio
con estraticación, cuyas capas tienen un ángulo de incli-
nación de aproximadamente 124 grados, en dirección SE.
Las rocas de esta formación están envueltas en una ma-
triz limosa, los clastos, principalmente tobas abigarradas
que conservan tamaños que van desde milímetros a centí-
metros. La formación esta sobrepuesta por una secuencia
de tobas aglomeráticas, tobas y ujos piroclásticos, cuyo
ambiente de depósito es de tipo continental (13,14).
Las muestras fueron pasadas por el tamiz #18 para re-
mover componentes inertes del material y así, obtener
granos menores de 1mm. No se utilizó ningún tratamien-
to especial como los señalados por Kornilov y Luzim
(2004) (15) para la activación de las arcillas.
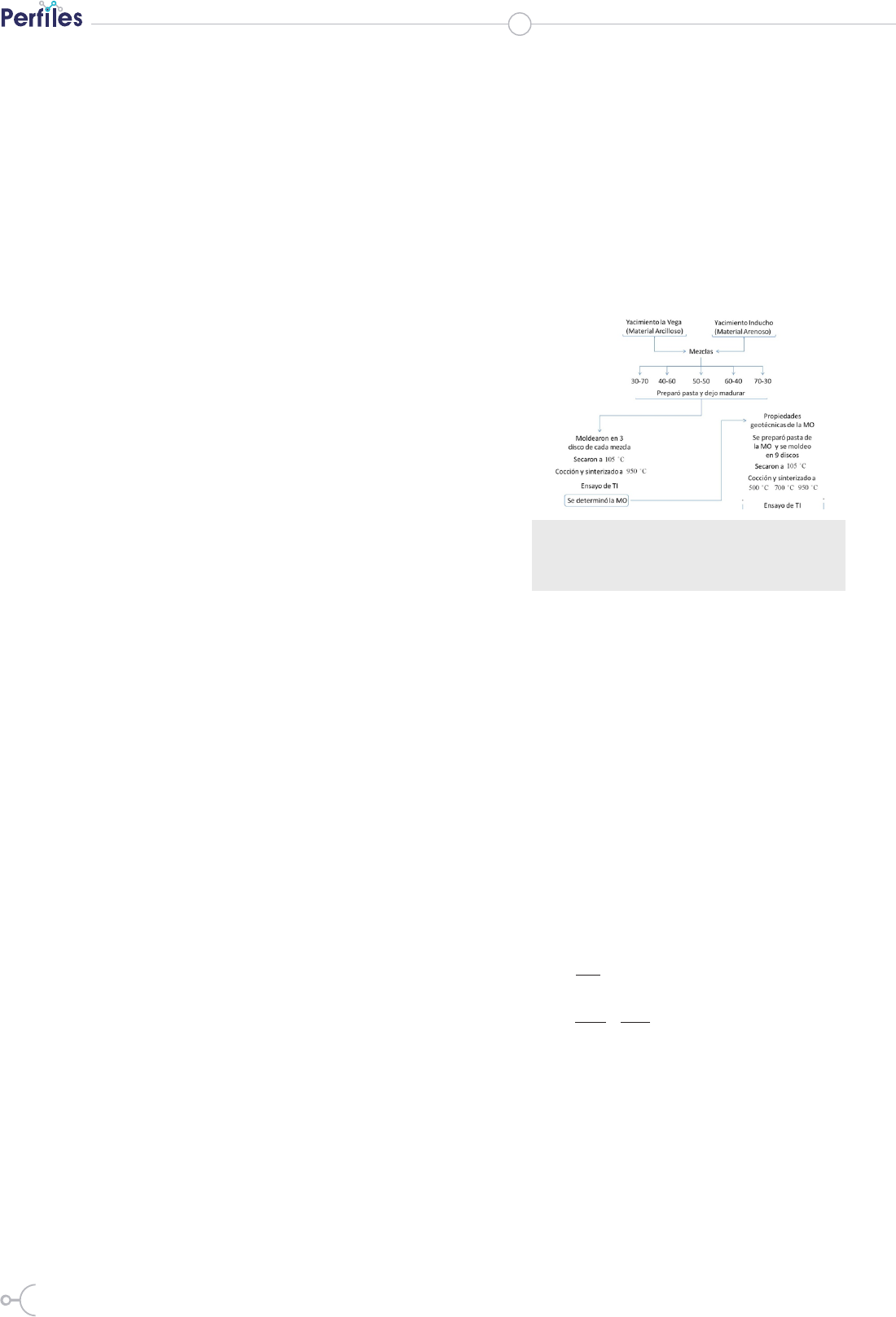
La optimización de la mezcla y su caracterización se rea-
lizó siguiendo el procedimiento delineado en la Figura 1.
Para encontrar la MO se utilizó el método simplex-reti-
cular y se prepararon mezclas con las siguientes formula-
ciones de Materia arcilloso/material arenoso, expresadas
en porcentaje en peso total de la mezcla: 30/70, 40/60,
50/50, 60/40 y 70/30. Los materiales fueron cuidadosa-
mente aireados y mezclados manualmente. Se agregó
agua a la mezcla hasta conseguir una consistencia uni-
forme. Luego, las pastas se dejaron reposar por 24 horas
en bolsa herméticas (proceso de maduración) y así po-
der lograr la máxima plasticidad posible. Posteriormen-
te, porciones de cada pasta fueron colocados en moldes
circulares con un diámetro de ~75 mm
y un grosor de ~20 mm para obtener
muestras discoidales. Se prepararon tres
réplicas de cada formulación dando un
total de quince muestras. Sobre cada
muestra en el molde, se colocó durante
sesenta minutos un peso ~500 g para lo-
grar una extrusión suave. Posteriormen-
te, las quince muestras fueron secadas a
105
o
C y cocidas a 950
o
C.
Los discos fueron sometidos al
ensayo de tracción indirecta (TI) con
una velocidad de carga de 0,010 mm/
min. Para seleccionar la MO denimos
el factor de optimización , de manera
similar al factor de eciencia estructural
denido por del Coz-Díaz et al. (2011)
(16). Por consiguiente, el factor de op-
timización lo determinamos como el
cociente que resulta de dividir el máxi-
mo esfuerzo que soporta la muestra en
tracción indirecta expresado en ,
entre el peso de la muestra (p) expresado
en kg . Así,
Figura 1. Metodología implementada para encon-
trar la mezcla óptima (MO), así como en su carac-
terización. Ensayo de tracción indirecta (TI)..
La MO es la del disco que exhibe el va-
lor numérico más alto del factor de op-
timización. Una vez identicada la MO
se procedió a preparar pasta con esa for-
mulación. Se determinaron las propieda-
des geotécnicas de la pasta y con ella se
prepararon nueve muestras discoidales
siguiendo el procedimiento previamente
f
opt
()
σ
TI
()
MPa
f
p
opt
TI
≡
σ
f
Dl
P
p
opt
máx
≡×
2
≠
Revista Cientíca
ISSN 1390-5740
ISSN 2477-9105

45
descrito. Una vez, secadas las muestras,
el grupo fue dividido en tres subgrupos
de tres. Un grupo fue cocido y sinteriza-
do hasta una temperatura de 500
o
C, un
segundo fue horneado a una temperatura
de 700
o
C y el tercer grupo se coció y
sinterizó a 950
o
C. Los discos cocidos y
sinterizados fueron sometidos al ensayo
de tracción indirecta.
Se prepararon ladrillos con pasta de la
MO y se caracterizaron. De igual mane-
ra, se caracterizaron ladrillos artesana-
les producidos por los siete productores
más importantes de la región.
Posteriormente se preparó pasta en can-
tidad suciente para fabricar cinco la-
drillos, hidratando la MO cinco puntos
por arriba de su límite líquido. La pas-
ta se dejó reposar con ella se rellenaron
moldes de madera de 270x140x80 mm.
Sobre cada molde se colocó, durante se-
senta minutos, un peso
3 kg
para lo-
grar un moldeado o extrusión suave. Los
ladrillos se dejaron secar siguiendo el
protocolo expresado previamente en el
punto (1f). Posteriormente, los ladrillos
fueron cocidos y sinterizados siguiendo
lo expresado en (1h). Luego, siguiendo
el protocolo en (1c), se procedió a la
caracterización convencional (variación
dimensional, adsorción de agua, densi-
dad y porosidad) de los ladrillos fabrica-
dos en el laboratorio y de los fabricados
por los artesanos de la región. Consecu-
tivamente, los ladrillos fueron someti-
dos al ensayo de compresión directa en
concordancia con la metodología deni-
da en el punto (1e).
Los resultados obtenidos de los ensayos
con los ladrillos fabricados en el labora-
torio se cotejaron con los obtenidos de
los ensayos realizados con los ladrillos
artesanales de productores de la región.
RESULTADOS Y DISCUSIÓN
Los resultados del ensayo de tracción
indirecta (TI) en especímenes con dife-
rentes proporciones de material de IND
y LVG cocidos a 950
o
C, se muestran
en la Tabla 1. En la presencia de un esfuerzo tensor, los
discos de las diferentes mezclas realizadas se comportan
de manera similar a los materiales casi-fragiles como el
concreto y las rocas. La resistencia a tension es muy baja
cuando se compara con la resistencia a compresión y con
frecuencia se ignora. La resistencia en tension depende
principalmente de la resistencia de los granos minerales
y de la matriz que los mantiene juntos. Adicionalmente,
existe una dependencia de la composición química, in-
clusiones y de la cantidad y dimensiones de los poros.
Debido a que la resistencia depende fuertemente de las
zonas más debiles, la materia prima de material arcilloso
homogeneo con pocas impurezas aporta alta resistencia
en tensión (17).
Tabla 1. Resultados de los ensayos realizados con el
propósito de optimizar las proporciones de material
de LVG e IND en la mezcla y en especímenes sinteri-
zados a 950
o
C.
*p , D y l representan el peso del disco antes del ensayo del Brasil, el diámetro del
disco y su grosor, respectivamente. Pmáx representa el máximo valor de la carga
aplicada antes del colapso del disco. LOS, CS y CC representan la pérdida de peso du-
rante la cocción, la contracción durante el secado y la contracción durante la cocción,
respectivamente. fopt es el valor del factor de optimización (resistencia a la tracción
indirecta por unidad de masa).
representa la resistencia a la tracción indirecta.
En la Figura 2, se ha representado el valor del factor de
optimización denido en la ecuación (10) para cada una
de las mezclas ensayadas. Como se puede observar, la
mezcla con una relación de 50/50 exhibe el valor más
alto del factor de optimización (6,20 MPa/kg), así como
el valor más bajo de variación dimensional una vez que
se ha secado (0,24 %) y después de haberse cocido o sin-
terizado (1,52 %). De aquí en adelante, deniremos a la
mezcla óptima (MO) como la mezcla con 50 % de ma-
terial de LVG y 50 % de material de IND, o lo que es lo
mismo, con proporciones de 50/50.
García, Zúñiga, Márquez, Fernández, Hernández.
σ
TI
Figura 2. Valor del factor de optimización denido en la ecuación (10)
versus las diferentes mezclas ensayadas.
46
Número 16 Vol. 2 (2016)
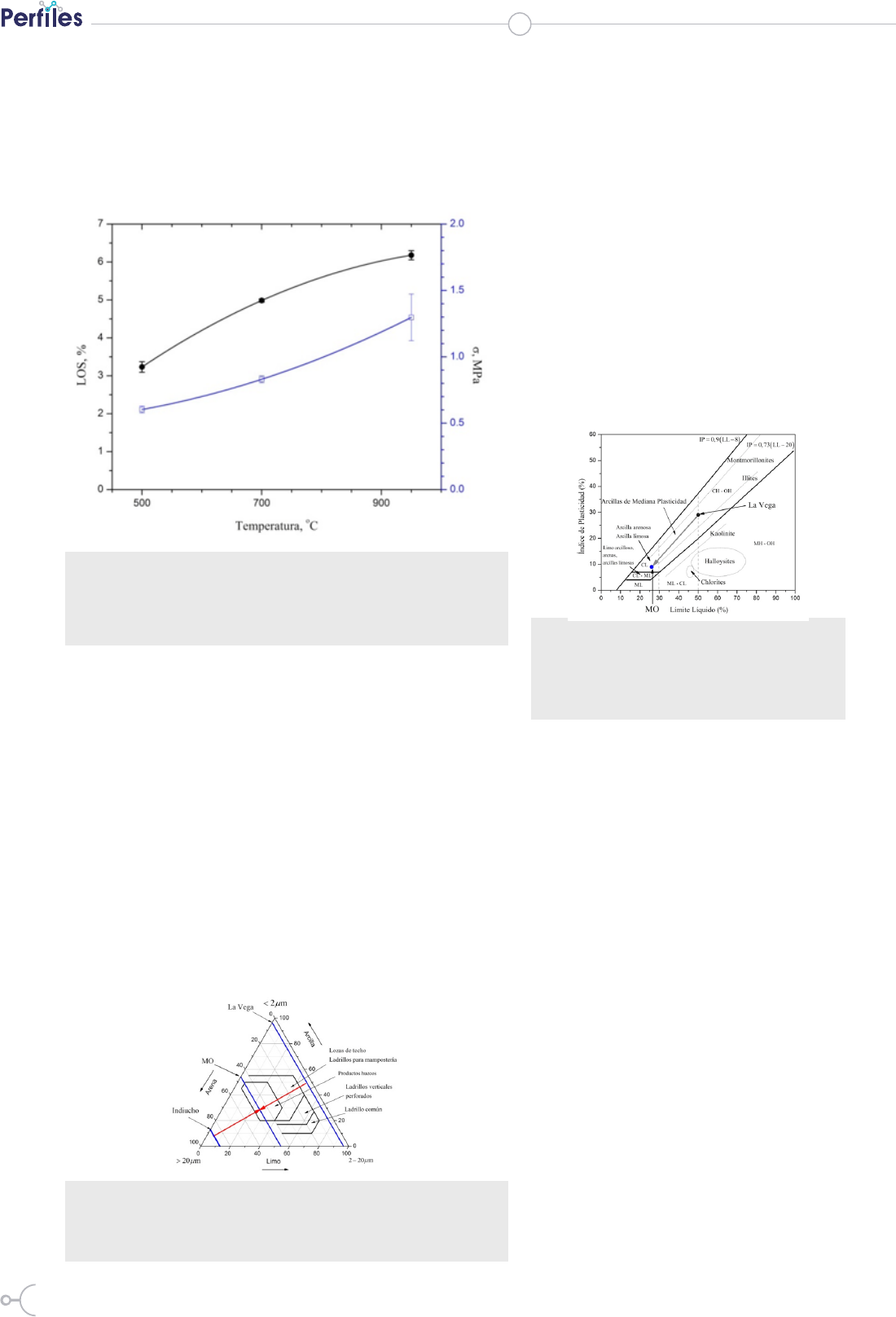
En la Figura 3, se muestra la variación de la re-
sistencia a la tracción indirecta y las perdidas por
ignición de la MO con la temperatura nal de
sinterizado.
En la Figura 4 se muestra la granulometría media de LVG
e IND, así como de la MO. También, se presenta una
prognosis del potencial uso de la MO en la fabricación
de productos de arcilla. La muestra de IND exhibe un
8,63% de grava, 79,65% de arena y 11,71% de limo más
arcilla. Mientras que la muestra de LVG despliega un 0%
de grava, 3,55% de arena y 96, 45% de limo más arcilla.
La MO mostró poseer 0% de grava, 45,92 % de arena y
54,08% de limo más arcilla. Con esta granulometría y en
concordancia con la predicción que permite realizar el
diagrama de dominios granulométricos, la MO pose un
uso potencial en la fabricación de materiales de arcilla
para la construcción en la forma de productos huecos.
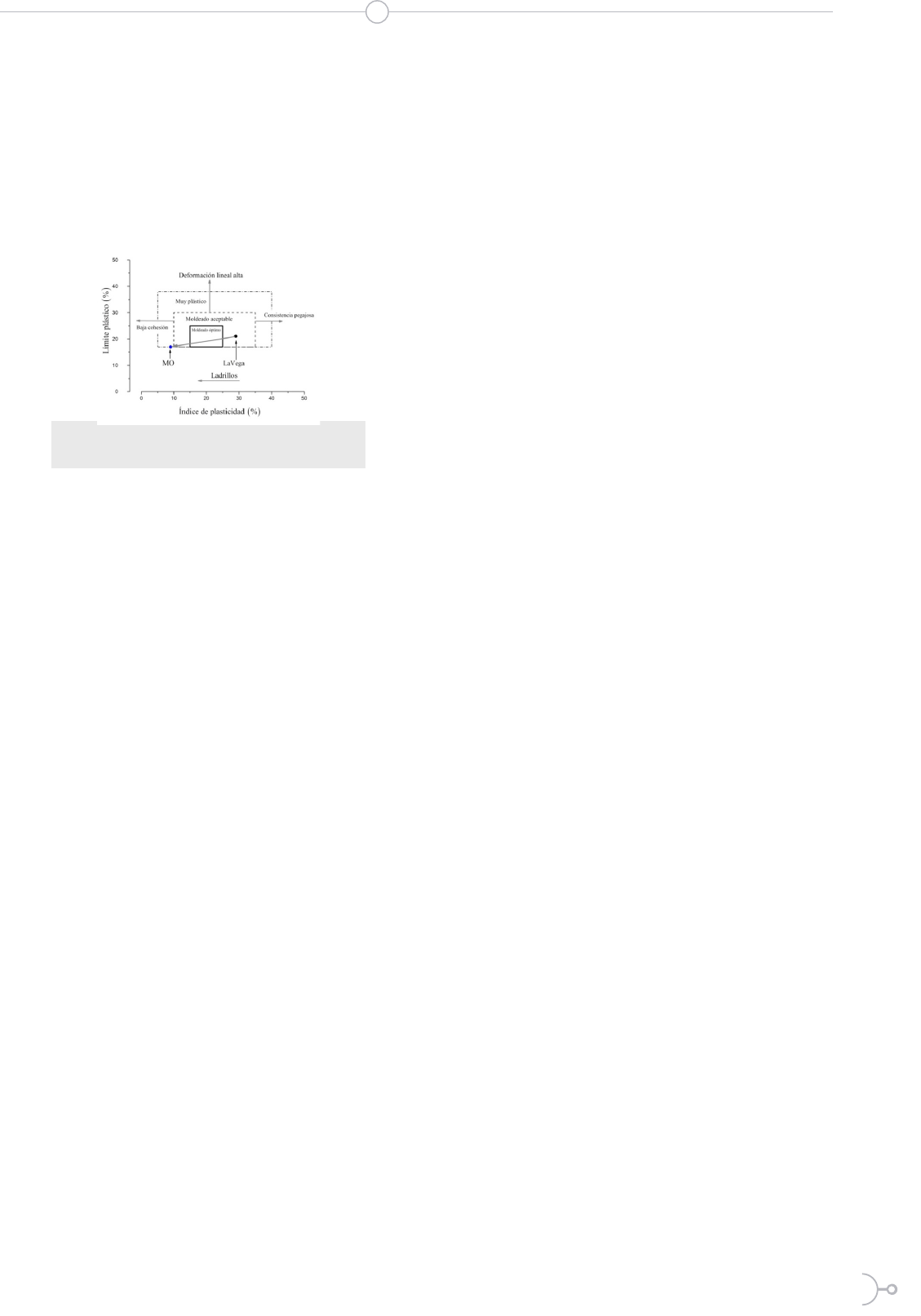
En la Figura 6, se muestra el diagrama
de trabajabilidad (18), en esta gura se
ilustra la prognosis del moldeado y/o
extrusión del material de LVG y de la
MO, usando los límites de Atterberg. En
este diagrama, se puede observar que la
muestra de LVG posee unas propiedades
plásticas aceptables para su moldeado,
mientras que las propiedades plásticas
de la MO la ubican en las vecindades
a la frontera, entre moldeado aceptable
y muy plástico, con baja cohesión. En
la MO la adición de material “arenoso”
hasta el 50% hace que aumente el conte-
nido de arena na, hay mayor contenido
de material desengrasante y por tanto
menor plasticidad.
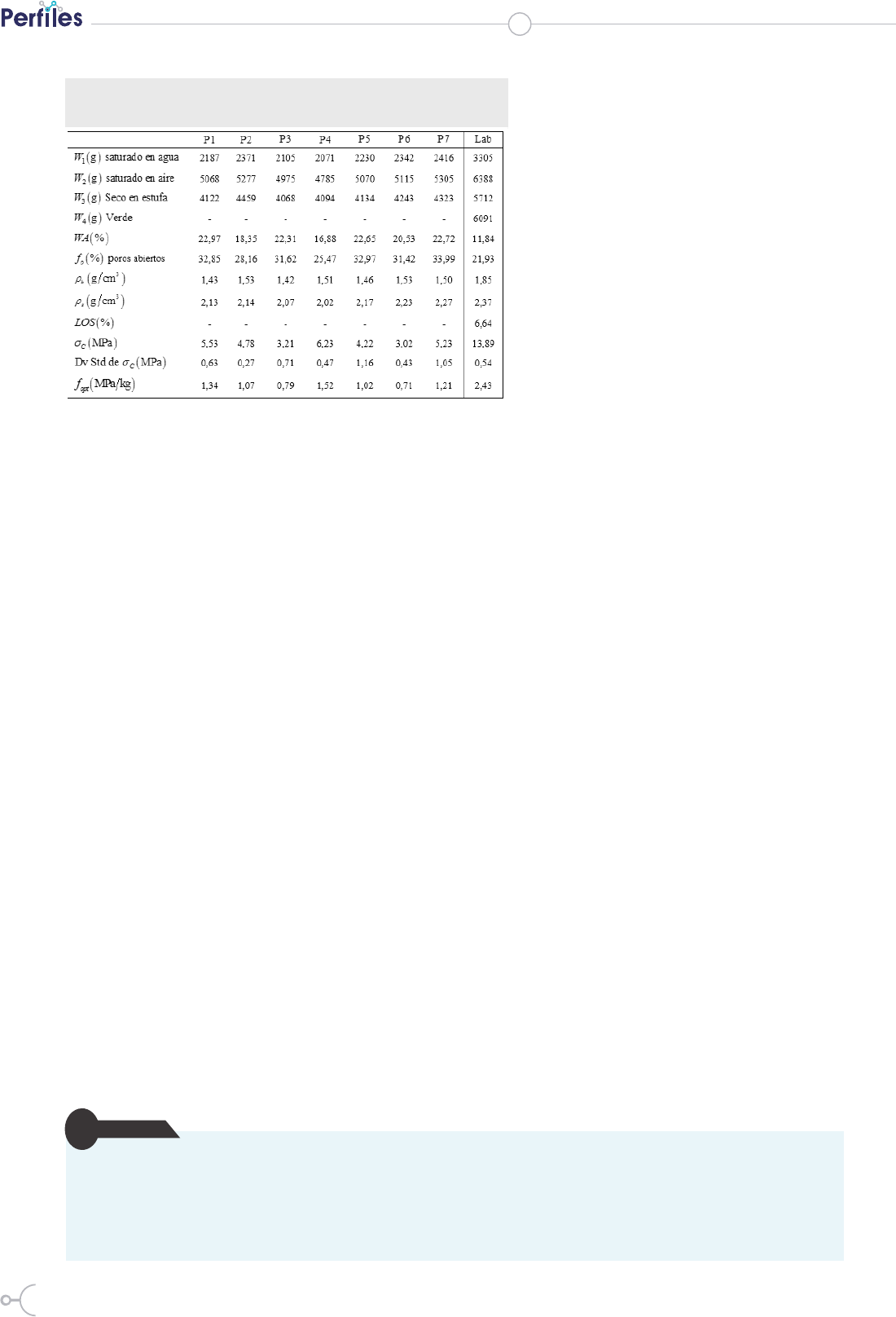
En la Tabla 2, se presentan los resultados
de la caracterización de ladrillos produ-
cidos por siete productores artesanales
de la región y los fabricados en el labo-
ratorio usando la MO. En general, los
Figura 3. Variación de la resistencia a la tracción indirecta de la
Mezcla Optima (MO) con la temperatura nal de sinterizado. También,
se muestra la variación de las perdidas por ignición con la tempe-
ratura nal de sinterizado.
Figura 4 Granulometría de las muestras de LVG, Indiucho y MO. Los segmentos
que van del extremo de las arenas al de los limos corresponden con la suma de la
fracción de limo y arcilla. Los segmentos con echas señalan la granulometría de
la MO. Los espacios delimitados dentro del diagrama señalan dominios granulo-
métricos y su correspondiente prognosis de uso.
Figura 5. Propiedades geotécnicas del material de LVG y
de la MO. Las dos letras usadas para expresar el subgru-
po, se derivan de la combinación de las siguientes letras:
arcilla (C), limo (M), orgánico (O), alta plasticidad (H),
baja plasticidad (L).
La caracterización de las propiedades
geotécnicas de la MO revela que la MO
presenta un comportamiento en corres-
pondencia con una arcilla de baja plas-
ticidad similar a una arcilla arenosa o
limosa .
Mientras que, la muestra de LVG exhi-
be un comportamiento que se encuentra
en la frontera de media a alta plasticidad
,ver Figura 5.
()
σ
(LOS)
(IP=7%; LL=27% y LP=20%)
(IP=27%; LL=50% y LP=17%)
En la Figura 5, se muestran las diferen-
cias entre las propiedades geotécnicas
del material de la LVG y de la MO.
Revista Cientíca
ISSN 1390-5740
ISSN 2477-9105
47
ladrillos de arcilla exhiben un conjunto
de propiedades que son importantes en
la evaluación de su resistencia y dura-
bilidad. Estas propiedades están relacio-
nadas con la calidad de la materia prima
y directamente asociadas con las condi-
ciones de manufactura.
Figura 6. Prognosis del moldeado y/o extrusión usando los
límites de Atterberg.
La cocción y sinterizado del ladrillo de
arcilla produce una serie de cambios
mineralógicos, texturales y físicos que
dependen de muchos factores que tienen
inuencia en la porosidad. La porosidad
puede ser denida como el cociente en-
tre el volumen del espacio vacío (poros
y suras) y el volumen total del espéci-
men. La porosidad es un parámetro im-
portante de los ladrillos de arcilla debido
a la inuencia que tiene en propiedades
como reactividad química, resistencia
mecánica, durabilidad y calidad general
del ladrillo. Las dimensiones y distribu-
ción de los poros está inuenciada por la
calidad de la materia prima, la presencia
de aditivos o impurezas, la cantidad de
agua y la temperatura máxima de sinte-
rizado. El volumen total relativo de po-
ros que se encuentra en contacto con la
atmosfera de manera directa o a través
de otros poros (ver ecuación (5) ) se ex-
presa como la fracción de poros abiertos
o porosidad aparente. Los ladrillos
artesanales mostraron una porosidad
aparente entre el 25 y 34%, mientras
que, el ladrillo elaborado en el laborato-
rio un valor de tan solo del 11,84%.
La densidad aparente describe la rela-
ción entre el peso del ladrillo seco y el
volumen ocupado por el ladrillo de ar-
cilla, midiendo la proporción de mate-
ria que se encuentra en el volumen. Es
evidente, por esta descripción, que cuanto más alto sea
su valor, más denso es el ladrillo y obviamente mejor son
sus propiedades mecánicas y durabilidad. Los valores tí-
picos para la densidad aparente son de 1.20 a 1.90 g/
cm
3
. La densidad aparente en ladrillos artesanales varió
entre 1.42 a 1.53 g/cm
3
y para el ladrillo elaborado en
el laboratorio fue de 1.85 g/cm
3
.La densidad de la fase
sólida en los ladrillos artesanales varió entre 2.02 a
2.27 g/cm
3,
mientras que, para el ladrillo fabricado en el
laboratorio fue 2.37 g/cm
3
.
Los poros constituyen una gran parte del volumen del
ladrillo y cuando el ladrillo es expuesto a la lluvia o al
lavado, el agua penetra en los poros. La absorción de
agua determina la capacidad de almacenaje del uido y
su capacidad para circular dentro del ladrillo, favorecién-
dose en este último caso, el deterioro y la reducción de
la resistencia mecánica. Cuando la temperatura baja de
cero grados, el agua en los poros se congela y conduce
a la delaminación, desintegración o “craking”. En pre-
sencia de sales solubles, el agua tiende a reaccionar con
el ladrillo produciendo eorescencia. El incremento del
volumen producido por la cristalización de sales puede
causar daños severos (19.20). En la Tabla 2, se puede
observar que la absorción de agua en ladrillos ar-
tesanales varió entre 16.88 a 22.97 %, mientras que en
el ladrillo fabricado en el laboratorio fue de tan solo del
11.84%. Sin embargo, la absorción de agua es un factor
importante que afecta la durabilidad del ladrillo. Cuanto
menos agua se inltra en el ladrillo, este es más duradero
y resistente a daños ambientales. Así, la estructura inter-
na del ladrillo debe ser sucientemente compacta para
evitar la intrusión de agua. La red de poros no depen-
de solamente de la pérdida de masa durante la cocción y
sinterizado, sino también, depende del acercamiento de
las partículas durante el proceso de sinterizado, el cual
produce una disminución en el tamaño de los poros. En
general se recomienda que el coeciente de absorción de
agua se encuentre por debajo del 15 % (20.21).
La resistencia a compresión da una medida de la calidad
de los ladrillos. Los resultados obtenidos representan el
promedio del ensayo realizado en cinco muestras. Para
los ladrillos artesanales se registraron valores que van de
3 a 5 MPa. Mientras que el valor promedio del ladrillo fa-
bricado en el laboratorio fue de 13.5 MPa, lo que sugiere
que el ladrillo fabricado en el laboratorio con la MO, po-
see una resistencia razonablemente alta en compresión,
lográndose una mejora de aproximadamente el 300 % en
la resistencia a la compresión. La resistencia en compre-
sión está fuertemente inuenciada por las características
de la materia prima y por el proceso de producción.
García, Zúñiga, Márquez, Fernández, Hernández.
()f
o
()
ρ
b
()
ρ
s
()WA
48
Número 16 Vol. 2 (2016)
Tabla 2. Resultados de la caracterización de ladrillos producidos por
siete productores y los fabricados en el laboratorio usando la MO.
* W
1
: peso en agua del ladrillo saturado, W
2
: peso en aire del ladrillo
saturado, W
3
: peso del ladrillo una vez que se ha secado en la estufa
y W
4
: peso del ladrillo verde. WA: cantidad relativa de agua adsorbi-
da. f
o
fracción de espacio ocupado por poros abiertos.
b
ρ
:
densidad
aparente y
s
ρ
: la densidad de la fase sólida. LOS es la etiqueta para
las perdidas relativas de masa después de la cocción y/o sinterizado.
C
σ
: resistencia en compresión. Dv Std de
C
σ
: desviación estándar
de los valores de la resistencia en compresión.
opt
f
etiqueta para el
factor de optimización
CONCLUSIONES
La optimización de la proporción de material “arcilloso”
y material “arenoso” ha conducido a una mejora subs-
tancial (300 %) en la calidad de ladrillos de arcilla pro-
ducidos artesanalmente. Esta mejora habilita un uso ex-
tendido del ladrillo artesanal en la industria local de la
construcción. La prescripción de una mezcla óptima hace
el proceso de fabricación amigable al ambiente, ya que
reduce el impacto ambiental que la producción de ladrillo
artesanal acarrea debido a la explotación intensiva de re-
cursos no renovable. Los resultados de este trabajo indi-
can que es posible obtener ladrillos de arcilla con un 50%
de material “arenoso” cumpliendo con los estándares tec-
nológicos exigidos a los ladrillos de arcilla tradicionales.
El uso de mayores cantidades de material arenoso tiene
implicaciones prácticas en la preserva-
ción del ambiente y en los costos en la
producción de ladrillos ya que se requie-
re menos material arcilloso.
El ensayo de tracción indirecta o ensayo
del Brasil realizado en muestras con for-
ma de disco y elaborados con diferentes
mezclas de material “arcilloso” y mate-
rial “arenoso” ha permitido de manera
exitosa encontrara la mezcla óptima en
términos del valor exhibido por el factor
de optimización denido en la ecuación
(10). Esto, se debe a que la resistencia en
tensión depende principalmente de la re-
sistencia de los granos minerales y de la
matriz que los mantiene juntos. Adicio-
nalmente, existe una dependencia de la
composición química, inclusiones y de
la cantidad y dimensiones de los poros.
Así, el ensayo de tracción indirecta ha
mostrado ser muy sensible a la fortale-
za de la matriz del ladrillo. El siguiente
paso natural de esta investigación es la
mejora tecnológica del ladrillo, por esta
razón, estudiamos el efecto los aditivos
orgánicos como aserrín, tamo de arroz y
bagazo de caña en la calidad del ladrillo
elaborado con la mezcla óptima.
AGRADECIMIENTO
Los autores desean expresar su agrade-
cimiento al Proyecto Prometeo de la Se-
cretaria Superior, Ciencia, Tecnología e
Innovación de la República del Ecuador
y a la Universidad Técnica Particular de
Loja por su patrocinio en el desarrollo
de esta Investigación.
R
eferencias
1. Krakowiak K, Lourenço P, Ulm F. Multitechnique investigation of extruded clay brick microstruc-
ture. J Am Ceram Soc. 2001; 94(9):3012-22.
2. Monteiro SN, Vieira CMF. On the production of red clay bricks from waste materials: A critical
update. Constr Build Mater. Elsevier Ltd. 2014; 68:599-610.
Revista Cientíca
ISSN 1390-5740
ISSN 2477-9105

49
3. Zhang L. Production of bricks from waste materials - A review. Constr Build Mater. Elsevier Ltd.
2013; 47:643-55.
4. Mukherjee S, Ghosh B. The Science of Clays: Applications in Industry, Engineering and Environ-
ment. Springer Netherlands. 2013
5. Muñoz Velasco P, Morales Ortíz MP, Mendívil Giró M a., Muñoz Velasco L. Fired clay bricks
manufactured by adding wastes as sustainable construction material - A review. Constr Build Mater.
2014; 63:97-107.
6. Arsenović M, Pezo L, Stanković S, Radojević Z. Factor space differentiation of brick clays accor-
ding to mineral content : Prediction of nal brick product quality. Appl Clay Sci. 2015; 115:108-14.
7. ASTM D422-63(2007)e2. Standard Test Method for Particle-Size Analysis of Soils. ASTM Inter.
West Conshohocken, PA; 2007.
8. ASTM D4318-10e1. Standard Test Methods for Liquid Limit, Plastic Limit, and Plasticity Index
of Soils. ASTM Inter. West Conshohocken, PA; 2010.
9. ASTM C67-14. Standard Test Methods for Sampling and Testing Brick and Structural Clay Tile.
ASTM Inter. West Conshohocken, PA; 2014.
10. Velasco PM, Pilar M, Ortiz M, Antonio M, Giró M, Melia DM, et al. Applied clay science deve-
lopment of sustainable red clay bricks by adding kindling from vine shoot :
Study of thermal and mechanical properties. 2015;107:156-64.
11. Hall C, Hamilton A. Porosity–density relations in stone and brick materials. Mater Struct. 2013;
48(5):1265-71.
12. Hangl M, Borger A, Danzer R, Luxner HM. Application of the Brazilian disc test for strength
measurements on ceramic green bodies. Fract Mech Ceram. 2002; 13:159-67.
13. Hungerbühler D, Steinmann M, Winkler W, Seward D, Egüez A, Peterson DE, et al. Neogene
stratigraphy and Andean geodynamics of southern Ecuador. Earth-Science Rev. 2002; 57(1-2): 75-
124.
14. Gobierno Autónomo Descentralizado del Cantón Catamayo - Unidad de Gobernabilidad y desa-
rrollo Territorial. Plan de Desarrollo y Ordenamiento Territorial 2012-2022. 2012. p. 654.
15. Kornilov AV, Luzin VP. Effective methods of processing argillaceous materials for building ce-
ramics. Glas Ceram (English Transl Steklo i Keramika). 2004; 61(1-2): 27-9.
16. del Coz Díaz JJ, García Nieto PJ, Álvarez Rabanal FP, Lozano Martínez-Luengas A. Design and
shape optimization of a new type of hollow concrete masonry block using the nite element method.
Eng Struct. 2011; 33(1):1-9.
17. Fernandes FM, Laurenco PB, Castro F. Ancient Clay Bricks: Manufacture and Properties. En:
Bostenaru D, editor. Materials, Technologies and Practice in Historic Heritage Structures. Springer
Netherlands; 2010. p. 29-48.
18. Bain JA, Highley DE. Proceedings of the VI International Clay Conference 1978, organized by
the Clay Minerals Group, Mineralogical Society, London, under the auspices of Association Interna-
tionale pour l’Etude des Argiles. Developments in Sedimentology. Elsevier; 1979. 437-446 p.
19. Alonso-Santurde R, Coz A, Viguri JR, Andrés A. Recycling of foundry by-products in the cera-
mic industry: Green and core sand in clay bricks. Constr Build Mater. 2012; 27(1):97-106.
20. Ajam L, Ben Ouezdou M, Felfoul HS, Mensi RE. Characterization of the Tunisian phosphogyp-
sum and its valorization in clay bricks. Constr Build Mater. 2009; 23(10):3240-7.
21. Alviset L. Matériaux de terre cuite. Tech l’ingénieur. 1987;C905-1.