33
Parada, Andrade, Carreras
OBTENCIÓN DE UN TENSOACTIVO A PARTIR DEL
PROCESO DE RECUPERACIÓN DE SEBO
DE LAS INDUSTRIAS DE CURTIEMBRE
Obtaining a Surfactant Material from The Tallow Recovery
Process from Tannery Industries
R
esumen
A
bstract
In order to develop new processes that seek to take advantage of the solid waste generated by the
tannery industries, the possibility of recovering the fats generated in the skinning stage is opened,
since animal fat contains mainly fatty acids (linoleic, myristic , stearic, palmitic and oleic) of a com-
mercial value that can be extracted and transformed into by-products for industrial use, in addition
to increasing the protability of this type of companies and reducing their environmental impact.
The pieces of skin with fat attached to them are separated and three residues are obtained: fat, liquid
and sludges, being the object of study the fat without considering the rest of residues. With the fat
recovered, physical-chemical analyzes were carried out (index of saponication, iodine, acidity and
peroxide) and subsequently laboratory tests that began with the transformation of fat into an alcohol,
followed by sulfonation and nally neutralization, tests that result in the formation of a surfactant
from this type of fats. .
Palabras claves: recuperación de grasas, etapa de descarnado, industria de curtiembre, tensoactivo.
Keywords: recovery of fats, drawing stage, tannery industry, tensotive.
Fecha de recepción: 03-11-2017 Fecha de aceptación: 07-05-2018
Con el n de desarrollar procesos nuevos que pretendan aprovechar los residuos sólidos generados
por las industrias de curtiembre, se abre paso a la posibilidad de recuperar las grasas generadas en la
etapa de descarnado, ya que la grasa animal contiene principalmente ácidos grasos (linoleíco, mirísti-
co, esteárico, palmítico y oleico) de un valor comercial que pueden ser extraídos y transformados en
un subproductos de uso industrial, además de incrementar la rentabilidad de este tipo de empresas y
reducir su impacto ambiental. Las carnazas, que son pedazos de piel con grasa adheridas a la misma,
son separadas y se obtiene tres residuos: grasa, líquido y lodos, siendo el objeto de estudio la grasa sin
considerar el resto de residuos. Con la grasa recuperada se realizaron análisis físico-químicos (índice
de saponicación, yodo, acidez y peróxido) y posteriormente ensayos de laboratorio que iniciaron con
la transformación de la grasa a un alcohol, seguido de la sulfonación y por último la neutralización,
pruebas que dan como resultado la formación de un tensoactivo a partir de este tipo de grasas.
1
Mabel Parada*,
1
Mónica Andrade,
2
Francisco Carreras,
1
Bolívar Flores
2
Facultad de Ingeniería, Escuela Básica, Universidad de los Andes, Merida,
Venezuela.
1
Facultad de Ciencias/Escuela de Ingeniería Química, Escuela Superior Politécnica
de Chimborazo (Espoch), Riobamba (Ecuador)
*mparada@espoch.edu.ec
34
Revista Cientíca
I. INTRODUCCIÓN
En el Ecuador la región con mayor acogida en la produc-
ción de cuero está ubicada en la Sierra, en las siguientes
provincias: Tungurahua (75,58%), Imbabura (13,19%),
Azuay (4,27%), y Cotopaxi (4,01%) (1). La principal
actividad que se realiza en este tipo de empresas es la
producción de cuero, por ser un material fácil de trabajar.
En la operación de descarne de pieles en las curtiembres
y mataderos, se producen las denominadas carnazas que
son pedazos de piel con grasa adheridas al cuero, estos
pedazos se juntan con otros y son eliminados como re-
siduos sólidos que normalmente son depositados en re-
llenos sanitarios, los cuales generan contaminación am-
biental, aumentando el contenido de grasa y el DBO en
los cursos de agua.
En la grasa animal se tiene principalmente los siguientes
ácidos grasos: linoleíco, mirístico, esteárico, palmítico y
oleico. Estos ácidos se utilizan en varias industrias y por
lo tanto tienen un valor comercial que debe ser aprove-
chado, así por ejemplo: el ácido oleico es usado en cos-
mética, los ácidos esteárico y palmítico son usados en la
industria alimenticia, el ácido linoleico es empleado en
jabones y barnices (2).
En Bogotá (Colombia) realizaron un estudio económico--
nanciero para el aprovechamiento de las grasas extraídas
del residuo de descarne “Unche” (Rojas, 2010). También
en la Paz Bolivia se han elaborado estudios del aprovecha-
miento de residuos grasos de mataderos y curtiembres, lle-
gando a la conclusión que la calidad y cantidad de grasa es
sumamente alta en mataderos y curtiembres (3). De igual
manera en otras curtiembres como en la de San Benito (Co-
lombia) se ha elaborado la gestión de residuos generados
por esta labor (4); así lo reportan varios estudios.
En esta investigación se busca realizar
un estudio conforme con las necesida-
des que requieren las empresas de cur-
tiembres, para ello se realizaron dife-
rentes análisis que permitirán conocer
las características que posee este tipo
de residuo y a la vez obtener tensoac-
tivos de uso industrial a partir del mis-
mo, una vez obtenido el tensoactivo, se
propone experimentar nuevas dosica-
ciones para su elaboración y así cum-
plir con los parámetros establecidos
según la Norma Técnica Ecuatoriana
NTE INEN 848, para la obtención de
detergentes de uso industrial.
II. MATERIAL Y MÉTODOS
Selección de la muestra
Uno de los principales aspectos a con-
siderar, al inicio de esta investigación
fue la calidad de cuero que proviene
de pieles de espesor uniforme, sanas y
de buena resistencia, libre de arañazos,
parásitos, distinguiéndose las pieles se-
rranas y costeñas las cuales presentan
singularidades como: una piel serrana
ostenta un espesor uniforme, sana y de
buena resistencia, es decir, bajo porcen-
taje de defectos, pero a la vez presenta
bajo contenido de grasa animal, mien-
tras que las pieles costeñas contienen un
alto porcentaje de defectos pero presen-
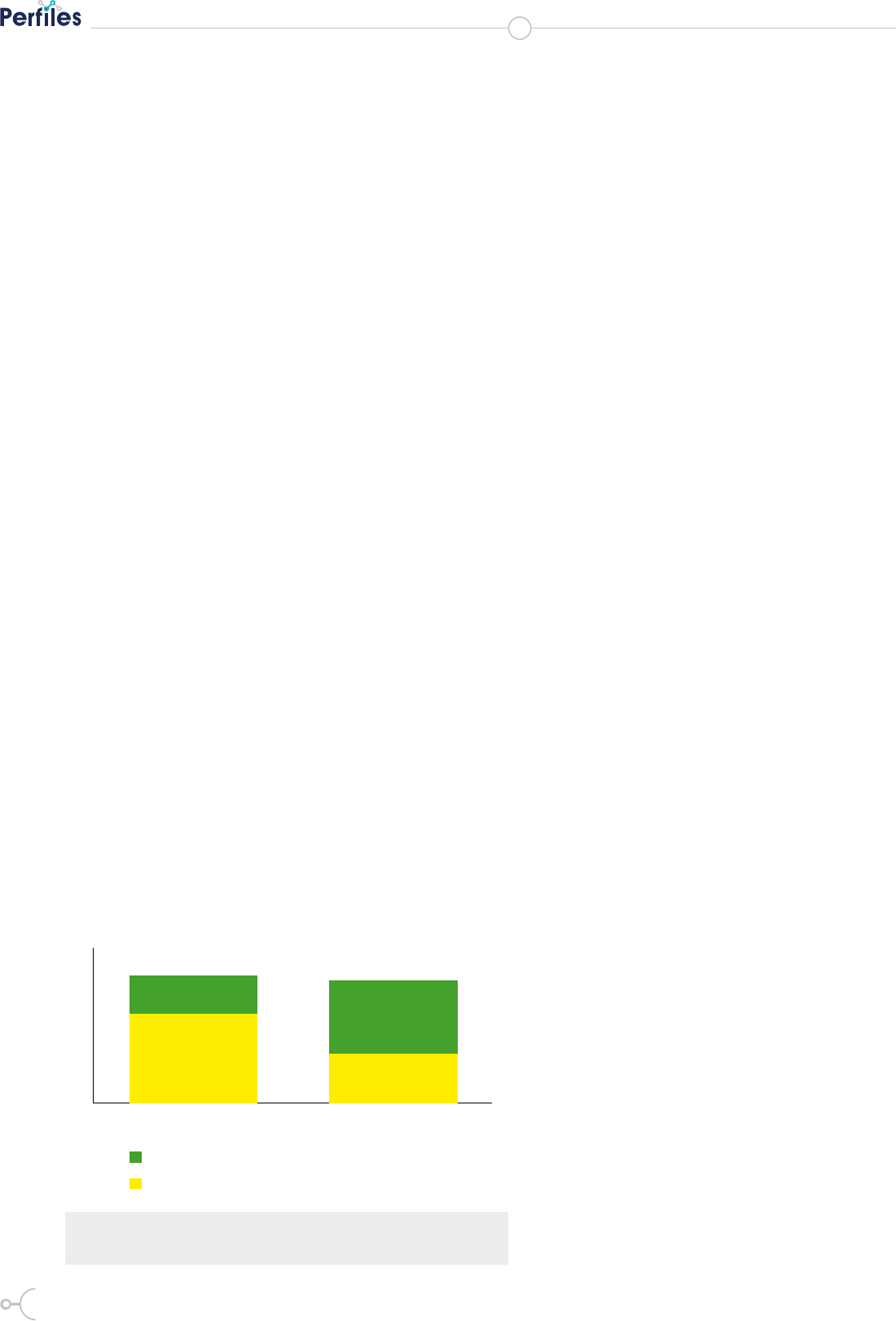
tan alto contenido de grasa (gráco 1).
Para el análisis se consideraron 93
muestras de la etapa de descarnación.
Este se lo efectuó por inspección visual,
tomando las siguientes características:
mayor cantidad de grasa en las carnazas
y carnazas recién descarnadas. Se rea-
lizaron análisis físico-químicos como
son: grasa, ceniza, humedad y proteína,
datos del peso de las carnazas y datos
de la recuperación de la grasa (tabla 1).
A nivel de laboratorio con ayuda de una
autoclave, se realizaron ensayos para
la obtención del tensoactivo, determi-
nación de las variables como densidad,
8
6
4
2
0
Piel serrana Piel costeña
Cantidad de grasa
Cantidad de piel
Gráfico 1: Relación entre variables de calidad y cantidad de grasa
Realizado: Grupo Investigación
Facultad Ciencias, 2017
Número 20 Vol. 2 (2018)
ISSN 2477-9105
35
Parada, Andrade, Carreras
viscosidad de la grasa, la mezcla de las
carnazas con agua y el producto nal.
Estos análisis se efectuaron siguiendo la
guía del Proyecto de Investigación reali-
zado por el Instituto de Investigación y
desarrollo de Procesos Químicos – Ing.
Química – UMSA, La Paz –Bolivia. Una
vez que se inició la recuperación de la
grasa, se tomaron los siguientes datos en
registros: carga de la muestra en la auto-
clave, porcentaje de agua, porcentaje de
lodos o sedimentos y porcentaje de grasa
recuperada, posteriormente se realizaron
análisis físico-químico, organoléptico de
las carnazas y grasa recuperado (tabla 1).
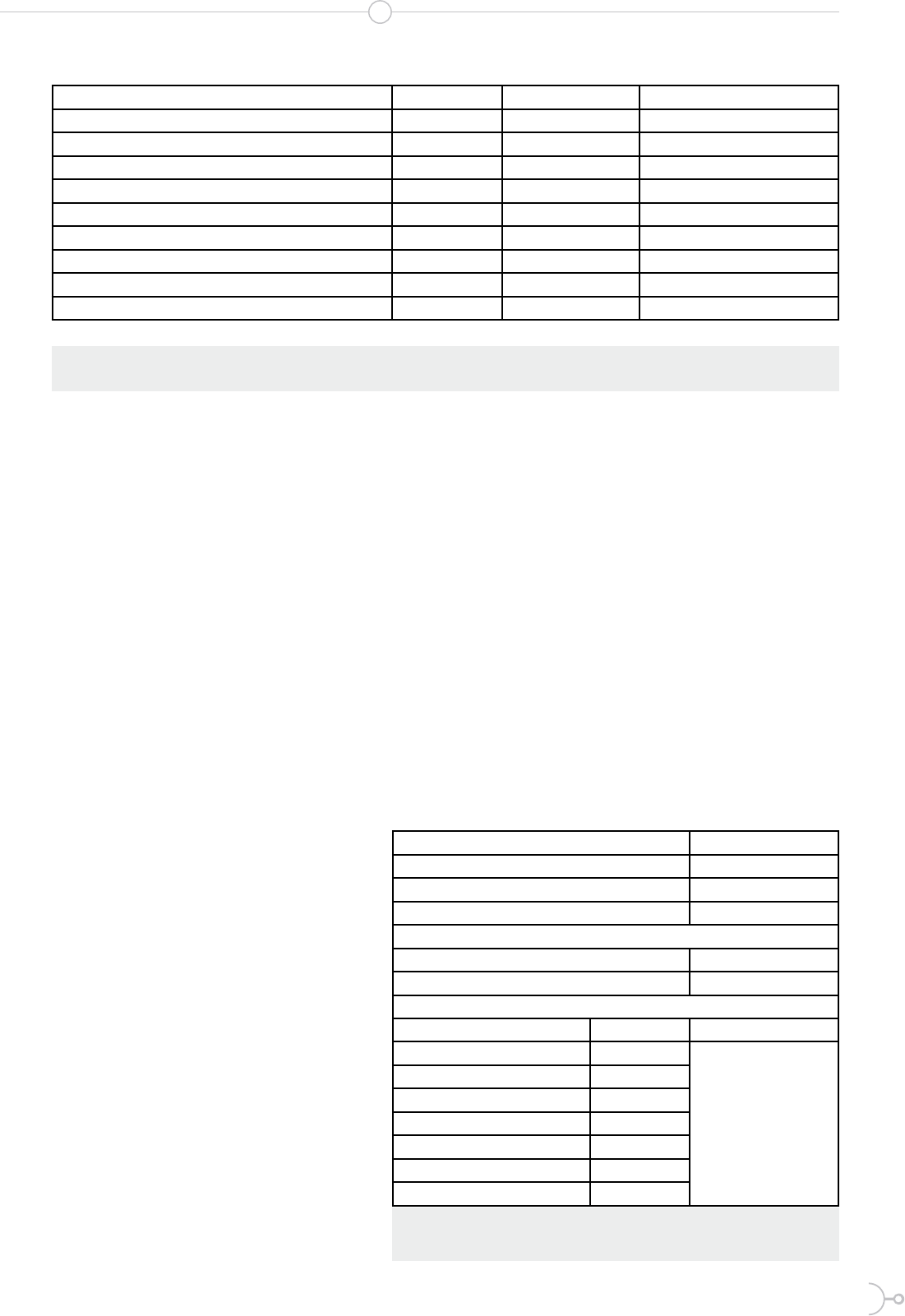
En la tabla 1, las muestras 2,4 presentan va-
lores altos de % grasa; la cantidad es mayor
cuando las muestras son tomadas en el mo-
mento de descarnación, es decir son fres-
cas, mientras que las muestras 1,3 presen-
tan valores bajos debido a que se tomaron
muestras de las carnazas guardadas.
A nivel de laboratorio la grasa separa-
da de las carnazas, se extrae calentando
con vapor la autoclave, en un proceso de
Características físico-químicas de las carnazas
Muestra % Humedad % Ceniza % Proteína % Grasa
1 81,7 5,81 7,72 2,89
2 79,4 4,64 9,11 6,30
3 83,5 6,15 8,28 3,87
4 73,8 5,72 8,41 4,35
Caracterización organoléptica
• Apariencia: tiras más o menos largas de aspecto desagradable
• Coloración: varía de amarillenta-verdosa a grisácea.
• .Olor: rancio desagradable
• Textura: de pastosa a gelatinosa
• Húmedo y suave al tacto.
• Presencia de residuos (rabos).
• Presencia de tendones
• Restos de tejido adiposo.
Caracterización físico-química de la grasa recuperada
Parámetros Resultados Unidades
Índice de saponicación 119,17 mg/g
Índice de yodo 70,98 cg/g
Índice de acidez 0,12 % (ácido oleico)
Punto de fusión 60 °C
Índice de peróxidos 4,92 meq O2 Peróxido/Kg
Realizado: Grupo Investigación Facultad Ciencias, 2017
Tabla 1. Caracterización físico-química, organoléptica de las carnazas y grasa recuperada
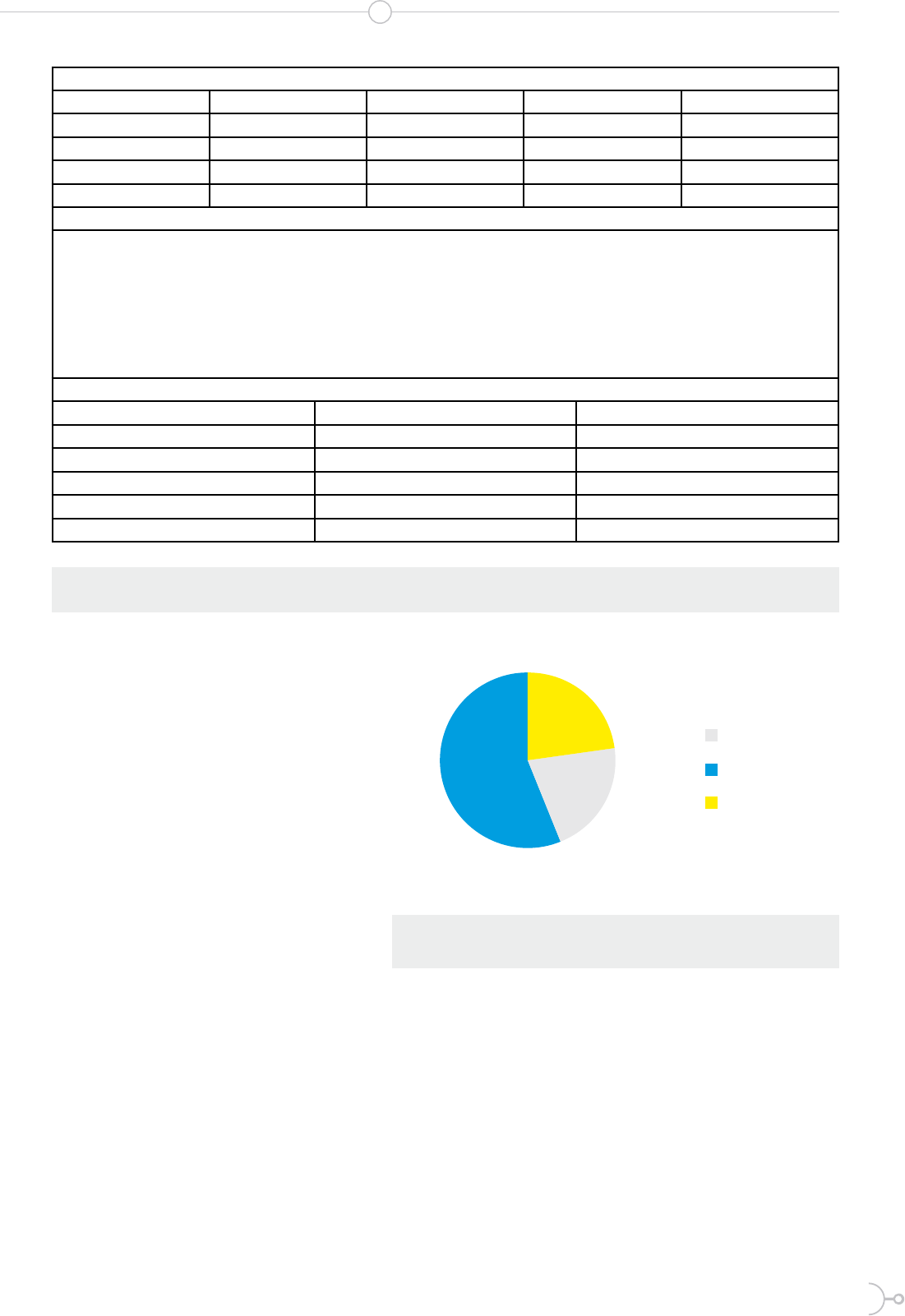
fundición, del cual se obtienen tres fases: grasa, líquido y
residuo (gráca 2). Aquí se observan que solo una cuarta
parte del total de carnazas utilizadas para este proceso, se
podrá utilizar como materia prima para la obtención del
tensoactivo ya sea este un detergente o un jabón industrial.
Pruebas de laboratorio para la obtención del detergente
Según la química general indica que para la obtención de
detergentes se debe iniciar de un alcohol, el mismo que
23%
21%
56%
Residuo
Líquido
Grasa
Gráfico 2: Porcentaje de los componentes de las carnazas
Realizado: Grupo Investigación
Facultad Ciencias, 2017
36
Revista Cientíca
debe reaccionar con ácido sulfúrico concentrado en medio
frio y neutralizarse con hidróxido de sodio, para nalmen-
te obtener el alquil sulfato de sodio (detergente).
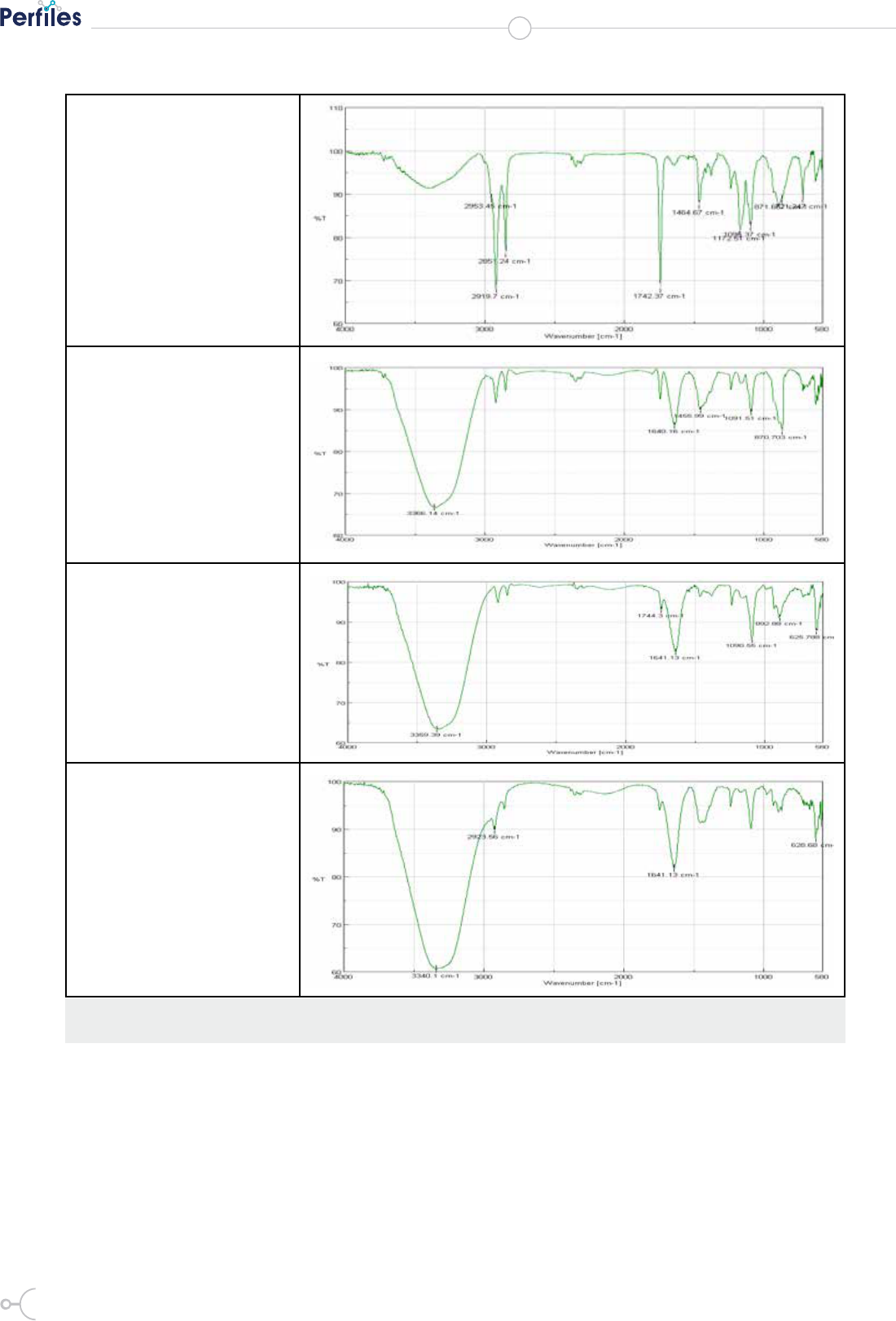
Para conocer la presencia del alcohol libre, la muestra se
lleva a un espectrómetro de infrarrojo (tabla 2). Los es-
pectros expuestos muestran la intensidad de absorción de
alcohol más alta que se consiguió alcanzar con la grasa re-
Prueba 1: Alcohol a partir de 2 ml
dietiléter, 0,5 g LiAlH
4
, 10 ml grasa,
3 ml agua.
Espectro IR: 2 ml dietiléter, 0,5 g
LiAlH
4
, 10 ml grasa, 3 ml agua
Prueba 2: Alcohol a partir de 3 ml
dietiléter, 1,0 g LiAlH
4
, 10 ml grasa,
3 ml agua.
Espectro IR: 3 ml dietiléter, 1,0 g
LiAlH
4
, 10 ml grasa, 3 ml agua
Prueba 3: Alcohol a partir de 3 ml
dietiléter, 1,5 g LiAlH
4
, 10 ml grasa,
3 ml agua.
Espectro IR: 3 ml dietiléter, 1,5 g
LiAlH
4
, 10 ml grasa, 3 ml agua
Prueba 4: Alcohol a partir de 3 ml
dietiléter, 2,0 g LiAlH
4
, 10 ml grasa,
3 ml agua
Espectro IR: 3 ml dietiléter, 2,0 g
LiAlH
4
, 10 ml grasa, 3 ml agua
Tabla 2. Espectroscopía Infrarroja del alcohol.
cuperada, con la dosicación de la prueba
1, se logró llegar a 3366,14 cm-1 de in-
tensidad de absorción, se observa que la
solución formada tiende ser una mezcla
entre alcohol y ácidos carboxílicos por lo
que la coloración es amarillenta, indican-
do que la solución está contaminada. Para
Número 20 Vol. 2 (2018)
ISSN 2477-9105
37
Parada, Andrade, Carreras
completar la preparación del detergente
se necesita un alcohol que presente un
hidroxilo libre el mismo que ostenta un
enlace aislado, con la longitud y fuerza
propia del tipo OH (Rango de intensidad
3500 a 3600 cm-1). A causa del alcohol
contaminado no reacciona con el ácido
sulfúrico para formar el sulfato ácido de
alquilo.
Por lo que la formación del alcohol con
intensidad de absorción es baja en com-
paración con las frecuencias de onda del
alcohol propio; y esto diculta el proceso
de sulfonación y neutralización para ob-
tener el detergente, por lo que se propone
otra alternativa de tensoactivo como es el
caso del jabón industrial.
Pruebas de laboratorio
para el jabón industrial
Para la formación de jabones se efectuó
el proceso de saponicación. Para ello
se utilizó una formulación comercial de
aceite 150 gr, grasa 300 gr, glicerina 200
gr, sosa cáustica 125 gr, agua 100 ml, al-
cohol etílico 115 ml, aroma 10 ml.
Con un balance de masa del total de cue-
ros que ingresan a una curtiembre indus-
trial (560 pieles/ 24.35 kg por piel=13637
kg/día de pieles/), se obtiene que a par-
tir de una cantidad de 7091,41 kg/día de
descarnado se logrará recuperar 1800,47
kg/día de grasa, materia prima que servi-
rá para realizar las dosicaciones a nivel
Parámetros Unidad Resultados Métodos de referencia
Humedad % 22,41 AOAC 925.10
Materia grasa total % 34,91 AOAC 2003.06
Cloruros jabón % 15,72 INEN 819
Alcalinidad NaOH % 6,42 INEN 821
Acidez en jabón % (ac. oleico) 0,00 INEN ISO 660
Materia insaponicada e insaponisable en agua % 4,77 INEN ISO 1067
Ph (T: 25 ºC) ........ 10,19 INEN ISO 1842
Materia insoluble en agua % 0,83 INEN 816
Materia insoluble en alcohol % 1,00 Pearson
Fuente: MULTIANALITYCA CÍA LTDA:
Tabla 3. Parámetros físico-químicos del jabón
industrial. Con 1800,47 kg/día de grasa recuperada se po-
drá obtener alrededor de 6000 litros de jabón industrial. Se
realizó la caracterización físico-química del jabón indus-
trial, como se muestra en la tabla 3.
Diseño del proceso industrial del jabón
El diseño y capacidad de los equipos se debe fundamentar
en dos puntos importantes: primero en el balance de masa
del descarnado y la cantidad de grasa recuperada utilizada
como materia prima para el jabón (tabla 4).
Para este proceso se puede utilizar equipos como el tanque
de lavado, banda transportadora, autoclave, saponicador
y el tanque reservorio. Los equipos para el proceso pueden
ser diseñados o adquiridos en casas comerciales.
Peso piel (kg)
Entrada al descarnado 13637
Salida del descarnado 6545,6
Datos del residuo total 7091,41
Balnace de masa en la autoclave
Entrada (kg/día) 7091,41
Salida (kg/día) 1800,47
Balnace de masa en el saponicador
Entrada Salida
Grasa 1800 kg
6000 L de jabón
Aceite 900 kg
Glicerina 1200 kg
Sosa cáustica 750 L
Agua 600 L
Alcohol etílico 690 L
Aroma 60 L
Tabla 4: Balance de masa

38
Revista Cientíca
RESULTADOS
Los resultados de los análisis físico-químicos de las carna-
zas obtenidos de los porcentajes promedios es de: 79,6%
humedad; 5,58% ceniza; 8,38% proteína y 4,35% grasa,
siendo útil la información del porcentaje de grasa para
nuestra investigación que se fundamentó en la recupera-
ción de este.
En las recuperaciones del sebo se presentan 3 fases: gra-
sa, una fase líquida y por último sedimentos. Se obtuvo
un promedio de 23% de grasa, 56% líquido y 21% lodos,
como resultado de la recuperación.
Los análisis físicos-químicos realizados al sebo presentan
la siguiente información: índice de saponicación 119,17
mg/g, índice de yodo 70,98 cg/g, índice de acidez 0,12%
(ácido oleico), índice de peróxidos 4,92 meqO
2
/kg.
Para la formación del tensoactivo especícamente el deter-
gente líquido industrial se realizaron varias pruebas de la-
boratorio. De los espectros obtenidos se tiene los siguien-
tes resultados: Intensidad de absorción cm-1: Prueba 1
(3350,18), Prueba 2 (3366,14), Prueba 3 (3359,39), Prue-
ba 4 (3340,1), este alcohol no es ideal para la formación de
este tipo de tensoactivos.
Los parámetros Físico-químicos del jabón fueron: Hume-
dad 22,41 %, Materia grasa total 34,91 %, Cloruros jabón
15,72 %, Alcalinidad NaOH 6,42 %, Acidez en jabón (ac.
Oleico) 0,00 Materia insaponicada e insaponicable en
agua 4,77 %, Ph (T: 25 °C) 10,19, Materia insoluble en
agua 0,83 %, Materia insoluble en alcohol 1,00 %. Todos
los parámetros cumplen con la Norma Técnica Ecuatoria-
na NTE INEN 848, para la obtención de detergentes de
uso industrial.
III. DISCUSIÓN
El objetivo principal de esta investigación fue reducir la
cantidad de residuos sólidos generados por la indsutria cur-
tiembre, especícamente en la operación de descarnación
y a la vez dar un valor agregado, llegándose a cumplir con
la recuperación de una parte de sus residuos generados,
como es la grasa proveniente de las carnazas, la cual se
utilizó como materia prima para la obtención de jabones.
En las recuperaciones del sebo se logró recuperar un pro-
medio de 25% de grasa de la operación de descarne, sien-
do este valor una base para futuros cálculos de diseño del
proceso, teniendo en cuenta que un alto porcentaje de gra-
sa se consigue cuando las carnazas son frescas.
Los análisis físicos-químicos del sebo nos indican que
tiene las propiedades necesarias para ser utilizado como
materia prima para tensoactivos, sabien-
do que mientras más alto sea el índice de
yodo más ácidos grasos insaturados con-
tendrá la grasa, un alto índice de saponi-
cación indica una alta pureza de la grasa,
un índice elevado de acidez indica la pre-
sencia de alta cantidad de ácidos libres,
el índice de peróxido proporciona infor-
mación sobre el grado de oxidación de un
aceite, mientras más bajo sea el valor, el
grado de oxidación será menor.
Para la formación del tensoactivo especí-
camente el detergente líquido industrial
se realizaron varias pruebas de laboratorio
proyectando resultados negativos, ya que
la calidad de la grasa afecta a la formación
de un alcohol puro, debido a que las carna-
zas fueron antes tratadas con sulfuros y cal
en la operación de pelambre.
De las cuatro pruebas la cantidad de alco-
hol extraída por cualquiera que sea su do-
sicación antes mencionada es relativa-
mente pequeña llegándose a obtener una
cantidad máxima de 2 ml, la temperatura
de la grasa para la obtención de alcoholes
fue de 40 - 42 °C; si es menor la grasa se
vuelve sólida y no reacciona, si es mayor
la grasa tiende a no reaccionar fácilmente
por lo que se diculta la separación del
alcohol a través de la centrifuga, pero
dentro del rango establecido la grasa re-
acciona obteniéndose una consistencia
pastosa la misma que facilita la separa-
ción del alcohol.
Los costos de implementación en el caso
de que se pusiera en marcha el proceso
serán manejados exclusivamente por cada
empresa, pero como un dato tentativo
si se pusiera en marcha la planta de pro-
ducción de jabón industrial costaría unos
$ 450 000, los costos de producción la
planta genera ganancias alrededor de
$ 340 000, eso indica que la cantidad de
dinero invertida en la planta se logrará re-
cuperar al cabo de dos años aproximada-
mente, al implementar este proceso se ob-
tiene una ganancias de $ 1410 diarios y un
valor mensual de $ 7000 para la empresa.
Número 20 Vol. 2 (2018)
ISSN 2477-9105
39
Parada, Andrade, Carreras
IV. CONCLUSIONES
Mediante el estudio de la obtención de
un tensoactivo a partir del proceso de re-
cuperación de sebo de las industrias de
curtiembre se estableció que el sebo re-
cuperado al estar contaminado no es via-
ble para la obtención de detergente, por lo
que el proceso de transformación al alquil
sulfato de sodio, necesita de un alcohol
propio o puro de buena calidad para que
pueda reaccionar con el ácido sulfúrico y
posteriormente con el hidróxido de sodio.
Con las pruebas de laboratorio realizadas se
evidenció que no se puede formar un alquil
sulfato de sodio (detergente) debido a que
el sebo recuperado de la operación del descarnado es conta-
minado con sustancias tóxicas utilizadas en la operación del
pelambre, por lo que no puede formar un alcohol puro ya que
el alcohol obtenido en el laboratorio presentó de color amari-
llento que es una mezcla de alcohol y ácidos grasos.
Un factor importante que limita la utilización del sebo bo-
vino es la inocuidad de la materia prima, para el uso y ca-
lidad del sebo debe estar libre de sustancias tóxicas. Cabe
indicar que se logró reducir la cantidad de residuos sólidos
como es el caso de la recuperación de la grasa y a la vez
generando ingresos a las empresas a través de la fabrica-
ción de jabones.
Durante el estudio de la investigación no se pudo lograr la
obtención del detergente debido a que se forma un alcohol
graso, por lo que se optó utilizar la grasa en la elaboración
de jabones.
R
eferencias
1. Curtiduría Tungurahua S.A. Curtiduría Tungurahua. [Internet] [Citado el: 3 de Mayo de 2016.] http://www.
ctu.com.ec/productos.php?id=7.
2. Solomons, 2004. Quimica organica. Segunda. Distrito Federal : Limusa Willey, 2004. pág. 1246.
3. Instituto De Investigación Y Desarrollo De Procesos Químicos – Ing. Química - UMSA. 2004. Scribd. [Inter-
net] Agosto de 2004. [Citado el: 2 de Junio de 2016.] https://es.scribd.com/doc/225899658/RESIDUOS-GRA-
SAS-RASTROS-Y-CURTIEMBRES-pdf.
4. Ramírez Gomez, Jorge Andrés. 2014. [Internet] 2014. [Citado el: 8 de Noviembre de 2016.] http://repository.
unimilitar.edu.co/bitstream/10654/12026/1/curtiembres%20TRABAJO%20FINAL.pdf.
5. Erney, Camila. 2010. [Internet] 2010. [Citado el: 6 de Febrero de 2017.] http://alcoholesquimica.blogspot.
com/.
6. Coba Guayanlema, Ligia Carolina & YANES PILCO, María Leonor. 2016. Estudio y diseño de un proceso
para la recuperación del sebo, de la operación de descarnado y obtención de detergentes de uso industrial en la
curtiduría Tungurahua S.A. Escuela Superior Politécnica de Chimborazo. Riobamba: s.n., 2016.
7. Club ensayos. 2015. Obtención de la grasa puricada. [Internet] 4 de Marzo de 2015. [Citado el: 12 de Fe-
brero de 2016.] https://www.clubensayos.com/Ciencia/OBTENCI%C3%93N-DE-LA-GRASA-PURIFICA-
DA/2367920.html.
8. Miller, Jr. 1960. Preparación, curtido y arte de trabajar el cuero, Química técnica de tenería. Buenos Aires :
Albastros, 1960.
9. Cristina. 2011. Neetescuela. [Internet] 20 de Octubre de 2011. [Citado el: 16 de Diciembre de 2016.] http://
neetescuela.org/proceso-de-saponicacion/.
10. Arango, Carlos. 2004. Sirac. [Internet] Febrero de 2004. [Citado el: 13 de Febrero de 2016.] http://www.
sirac.info/curtiembres/html/Archivos/Publicaciones/Manual.pdf.
11. Carrero, Isabel y Herráez, Angel. Jabones y detergentes. [Internet] [Citado el: 19 de Diciembre de 2016.]
http://biomodel.uah.es/model2/lip/jabondet.htm.
12. Hoinacki, Eugenio. Peles e couros. Segunda. Porto Alegre : Pallotti, 1989. pág. 98.