56
ISSN 2477-9105 Número 22 Vol. 2 (2019)
SIMULACIÓN DEL PROCESO DE ENDULZAMIENTO DE GAS NATURAL
USANDO SOLUCIÓN ACUOSA DE MONOETANOLAMINA
Hernán Tixi, Natalia Barahona*
Escuela Superior Politécnica de Chimborazo, Facultad de Ciencias, Facultad de Mecánica, Rio-
bamba - Ecuador.
*natalia.barahona@espoch.edu.ec
R
esumen
La eliminación de los componentes ácidos del gas natural se conoce como endulzamiento, esto se
logra mediante su absorción con soluciones básicas como las alcanolaminas, a través de una reac-
ción exotérmica reversible lo que posteriormente permite su regeneración. En esta investigación
teórica se realizó la absorción de CO
2
y H
2
S presentes en el gas natural utilizado el simulador de
procesos ASPEN PLUS con su paquete termodinámico para aminas (modelo de Kent y Eisenberg),
empleando como absorbedor una solución acuosa de monoetanolamina (MEA). El software AS-
PEN PLUS es una buena herramienta para el cálculo de variables de operación del proceso. Así
pues, se obtuvieron resultados satisfactorios de absorción de CO
2
y H
2
S cuando se aumenta el flujo
y la concentración de amina. El proceso de absorción se produce de mejor manera a temperaturas
bajas y presiones altas; por el contrario, el proceso de desorción mejora a temperaturas altas y pre-
siones bajas. La concentración de CO
2
en el gas limpio se ve influenciada por el número de etapas
del absorbedor, no así el H
2
S.
Palabras claves: Proceso de endulzamiento, gas natural, MEA, simulación
A
bstract
The riddance of the acid components of natural gas is known as sweetening, this is achieved throu-
gh its absorption with basic solutions such as alkanolamines, throughout a reversible exothermic
reaction, which subsequently allows its regeneration. In this theoretical research was carried out
the absorption of CO
2
and H
2
S extant in the natural gas used in the ASPEN PLUS process simu-
lator with its thermodynamic package for amines, using as an absorber an aqueous solution of
monoethanolamine (MEA). The ASPEN PLUS software is a good implement by the calculating
process operation variables. Su this, satisfactory results were obtained absorption of CO
2
and H
2
S
when the flow and concentration of amine is increased. The absorption process occurs in a better
way at low temperatures and high pressures; in opposite, the desorption process improves at high
temperatures and low pressures. CO
2
concentration in the clean gas is influenced by the number of
stages of the absorber, but not the H
2
S.
Key words: Sweetening process, natural gas, MEA, simulation
Simulation of natural gas sweetening process using monoethanolamine aqueous
solution
Fecha de recepción: 14-02-2019 Fecha de aceptación: 17-06-2019
I. INTRODUCCIÓN
El gas natural es un combustible fósil que proviene de los
yacimientos de petróleo, contiene metano, etano y otros
hidrocarburos. Además posee contaminantes como nitró-
geno, agua, CO
2
y H
2
S (1). El contenido
de CO
2
y H
2
S en el gas natural lo convier-
te en un gas amargo. Estas sustancias son
indeseables ya que si el H
2
S está presente
en el gas natural entonces causa una se-
57
Tixi, Barahona
vera corrosión a las tuberías, turbinas,
compresores y otros equipos (2); también
el H
2
S es una sustancia química tóxica y
venenosa, si se expone al medio ambien-
te por fuga causa daño al ser humano y
animales que estén a los alrededores. Por
otro lado, el gas natural con alto conteni-
do de CO
2
disminuye su poder calorífi-
co y también es responsable de los pro-
blemas de corrosión ya que, forma ácido
carbónico cuando reacciona con el vapor
de agua. Una vez eliminado estas sustan-
cias (CO
2
+ H
2
S) al gas se le denomina
gas dulce (3). La comercialización del gas
natural está restringida a un contenido
de H
2
S menor de 4 ppm y de CO
2
menor
del 2%. Debido a ello, se hace necesario
realizar un tratamiento de endulzamien-
to para que el gas natural entre en espe-
cificación y puedan ser transportados.
Los procesos de endulzamiento de gas
natural surgen con el objetivo de remo-
ver estos gases ácidos de la corriente de
gas. El endulzamiento de gas por amina
se considera el proceso más popular en-
tre los métodos de endulzamiento del gas
natural, de hecho, el proceso de endulza-
miento del gas natural por amina tiene
varias ventajas, es un proceso continuo y
con capacidad para regenerar el solvente
(4). El propósito de este trabajo es simular
el proceso de endulzamiento de gas natu-
ral usando monoetanolamina (MEA), La
MEA es una amina primaria de fórmula
química HOCH
2
CH
2
NH
2
, líquido color
claro, transparente e higroscópico con ligero olor amo-
niacal; es la base más fuerte, más reactiva y más sencilla
de todas las aminas, su peso molecular considerado como
pequeño permite mayor capacidad de transporte de gases
ácidos lo que significa menor tasa de circulación de MEA.
Sin embargo, valores superiores al 15 % conlleva a una alta
corrosión del sistema y formación espuma (6). Para la si-
mulación se utilizó la herramienta computacional ASPEN
PLUS. El presente artículo consta de: materiales y métodos,
resultados con su respectivo análisis y por último conclu-
siones.
II. MATERIALES Y MÉTODOS
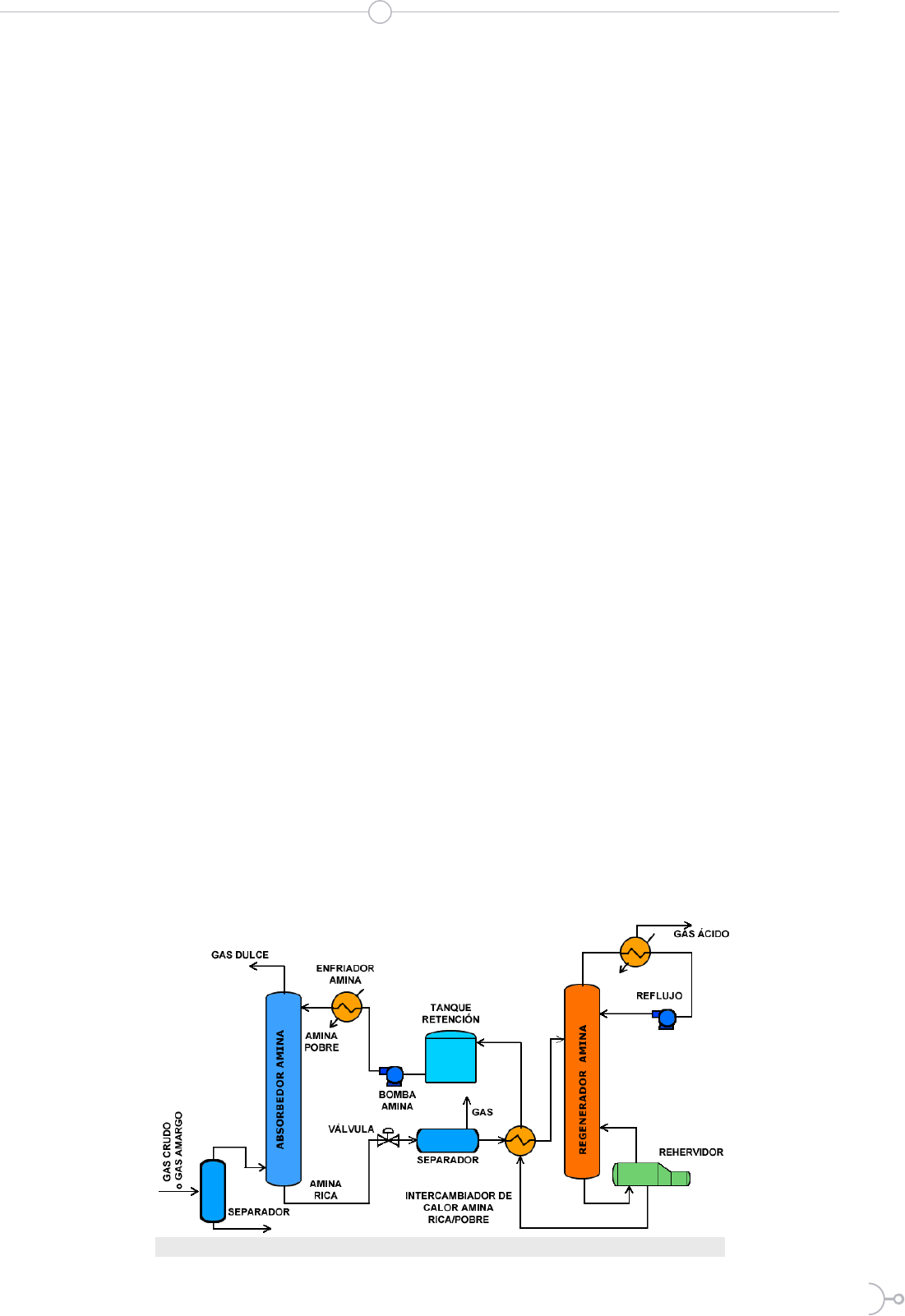
a) Descripción del proceso de endulzamiento de gas
natural usando monoetanolamina
El proceso de endulzamiento se lleva a cabo en un sistema
compuesto por una torre absorbedora y una torre regene-
radora. La primera unidad es donde se efectúa la absor-
ción del gas ácido, es decir, donde se obtiene el gas dulce o
tratado. La segunda unidad es necesaria para recuperar y
reacondicionar la amina. El gas amargo entra a la columna
de absorción por la parte inferior, y por la parte superior
entra la solución acuosa de amina pobre y se ponen en con-
tacto ambas corrientes, produciéndose la absorción de los
gases ácidos. Saliendo por el tope el gas dulce o limpio y la
por el fondo de la columna un líquido denominada amina
rica. Esta amina rica contiene absorbido el gas ácido (CO
2
+ H
2
S). Para separar el CO
2
y H
2
S de la amina rica, se pasa
esta mezcla a una columna regeneradora, en donde se se-
para por el tope el gas ácido y por el fondo la amina pobre.
En la Figura 1 se muestra el diagrama de flujo básico de
una unidad de endulzamiento de gas natural usando ami-
na (5).
Figura 1. Diagrama de ujo del Proceso de Endulzamiento de gas natural
58
ISSN 2477-9105 Número 22 Vol. 2 (2019)
b) Caso de Estudio
Se tomó como base un gas natural cuya composición y
condiciones se muestran en las Tablas 1 y 2, respectiva-
mente. (6)
COMPUESTO FRACCION MOLAR
C1 0,8608
C2 0,0620
C3 0,0203
C4 0,0039
NC4 0,0053
IC5 0,0022
NC5 0,0013
C6 0,0005
C7 0,0007
C8 0,0001
C9 0,0001
CO2 0,0346
H2S 0,0010
H2O 0,0020
N2 0,0052
Propiedad Valor Unidad
Flujo 50 MMscfd
Presión 28.70 Bar
Temperatura 30 ⁰C
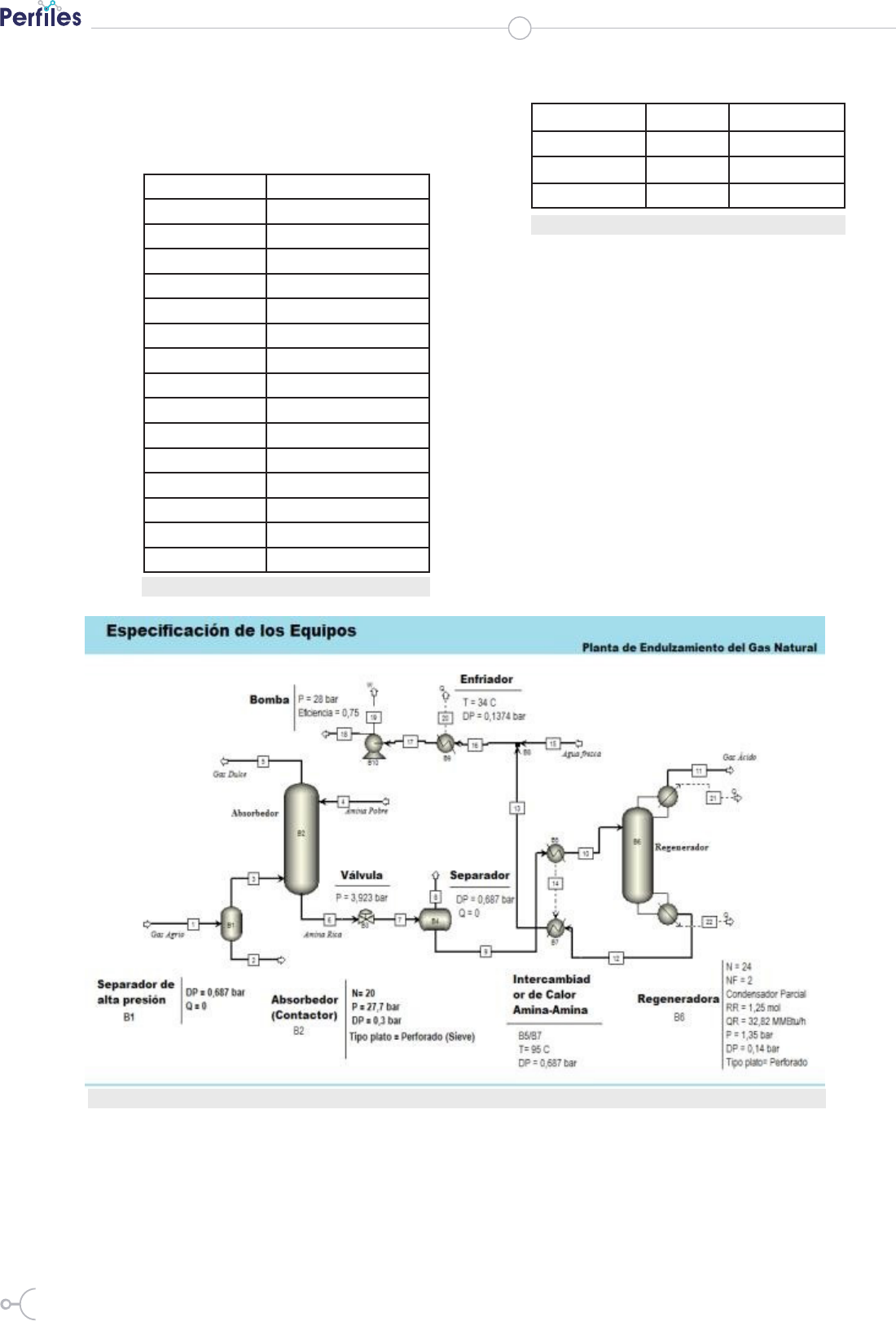
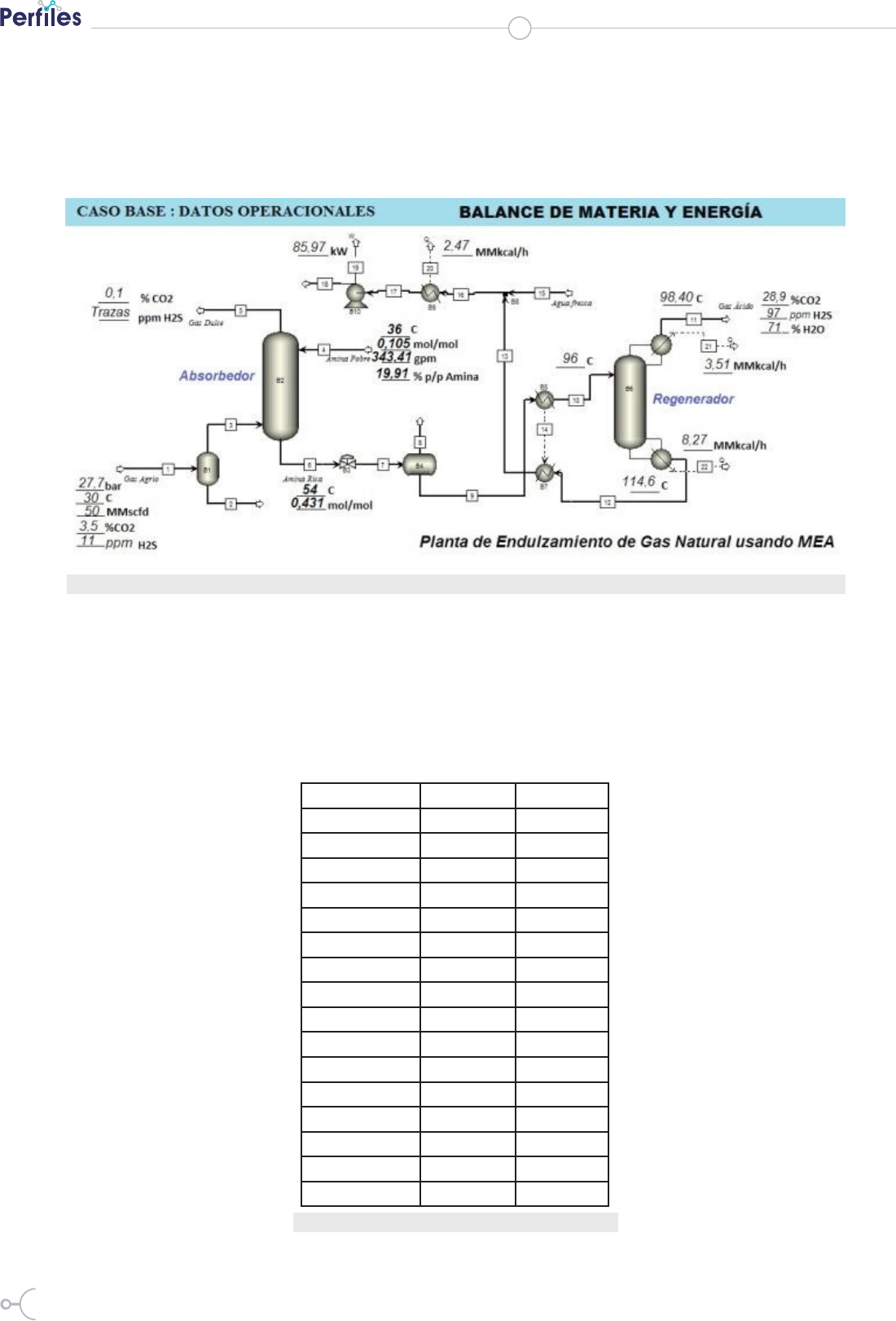
En la Figura 2 se presenta el diagrama
de ujo y las especicaciones de las ope-
raciones unitarias utilizadas en ASPEN
PLUS para modelar el proceso de endul-
zamiento.
Tabla 1. Composición del gas natural
Tabla 2. Condiciones de entrada del gas natural
Figura 2. Especicaciones de los equipos del proceso de endulzamiento de gas natural usando MEA.
c) Análisis de sensibilidad
El análisis de sensibilidad se realizó solamente en la
columna de absorción. Se evaluó el ujo, la presión y la
composición de H
2
S y CO
2
del gas amargo, también se
evaluó la temperatura y composición de amina pobre en
función de la ecacia de la remoción de
H
2
S y CO
2
del gas natural.
d) Predimensionamiento de la colum-
na de absorción
59
Tixi, Barahona
Se utilizó la herramienta Tray y Rate Si-
zing (dimensionamiento del plato) con
el n de estimar:
• El diámetro de la columna usan-
do Tray sizing.
• La longitud del vertedero.
• La velocidad de desagüe del
vertedero.
Con respecto al uso de Rate sizing se
procedió a introducir el diámetro de la
columna calculada y además se le sumi-
nistró cierta geometría del plato como
altura del vertedero, altura del claro,
factor de espumeo (calculados para que
el ΔP = 8-10 mmHg) (Treybal, 1980).
Después del cálculo se verica que
el porcentaje de inundación de la torre debe es-
tar en un rango entre 70 y 85 % y la caída de pre-
sión entre platos en el valor antes mencionado.
Especicación Valor
Factor de espuma 0.7
Altura vertedero (Weir heights) 4 in
Claro (Clearance) 3.5 in
Ancho tope bajante (width at top) 5 in
Diámetro de la perforación ½ in
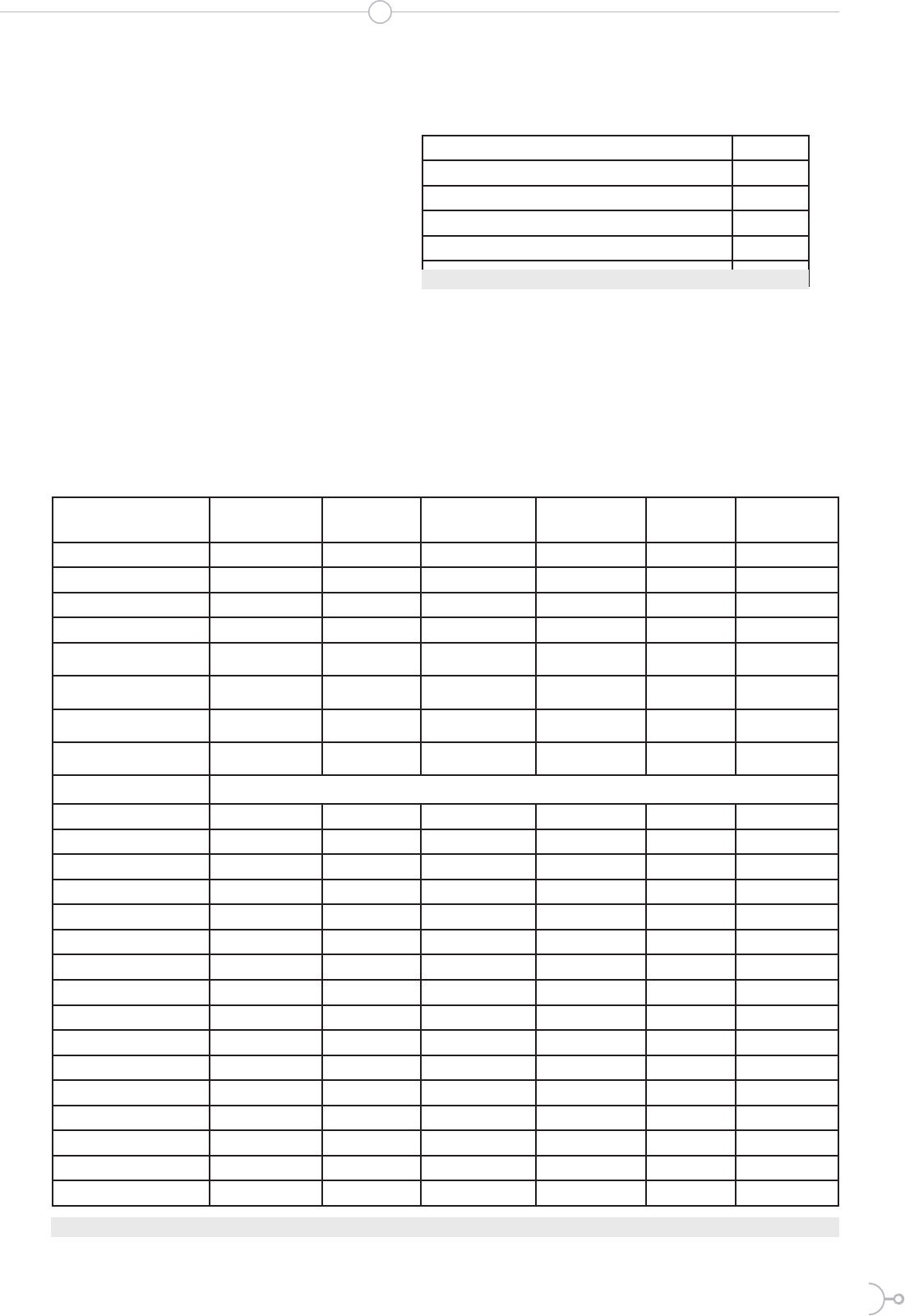
RESULTADOS Y DISCUCIÓN
Balance de materia y energía
La Tabla 4 presenta los resultados por corriente del
balance de materia y energía en estado estacionario.
Tabla 3. Especicación del plato
Gas Natural Amina
Pobre
Gas Dulce Amina Rica Gas
ácido
Circulación
amina
1 4 5 6
11 12
T ⁰C 30 36
36.30
54
98.40
114.60
P bar
27.70
28
26.70
27
1.35 1.57
Vapor Frac
1 0 1 0 1 0
Mole Flow kmol/hr
2490.22 3735.33
2408.91 3816.64 282.94 3533.70
Mass Flow kg/hr
47850.19 78906.10
44231.37
82524.89 7230.02
75294.82
Volume Flow cum/hr
2118.23
77.99 2190.06 82.59
6425.17
81.31
Enthalpy
MMkcal/hr
-52.34
-254.40
-44.46 -262.28
-19.14
-235.23
Components Mole Flow kmol/hr
CO
2
86.14 26.52 3.277 109.39 81.88 27.50
H
2
S
0.03
0 0
0.028 0.03
0
N
2 12.95
0
12.95
0 0 0
H
2
O
4.98
3455.18 6.55 3453.60
200.94
3252.67
MEA
0
253.64
0.01 253.62
0.09
253.53
C1 2145.87
0
2145.87
0.004
0 0
C2 154.61
0
154.61
0 0 0
C3 50.54
0
50.54
0 0 0
IC4 9.71
0
9.71
0 0 0
NC4 13.19
0
13.19
0 0 0
IC5 5.48
0
5.48
0 0 0
NC5 3.24
0
3.24
0 0 0
C6 1.24
0
1.24
0 0 0
C7 1.74
0
1.74
0 0 0
C8 0.25
0
0.25
0 0 0
C9 0.25
0
0.25
0 0 0
Tabla 4. Balance de materia y energía.
60
ISSN 2477-9105 Número 22 Vol. 2 (2019)
En la Figura 3 se muestra en forma resumida los valo-
res más importantes de la simulación usando la solución
acuosa de MEA. En el absorbedor se redujo el conteni-
do de CO
2
de 3.5 % a 0.1 % y de H
2
S de 11 ppm a tra-
zas. Esto corresponde a un 97.1 % de
recuperación de CO
2
y 99.99 % de re-
cuperación de H
2
S que sale por el fon-
do de la columna con la amina rica.
Figura 3. Resultados del balance de materia y energía.
Columna de absorción
La Tabla 5 muestra las fracciones de recuperación de los
componentes en el tope y fondo de la columna. Se puede
observar que existe un cambio en la corriente 6 del fondo
de la columna, se aprecia que los solutos
H
2
S y CO2 se concentran en un 97.1 %
para el CO
2
y en un 99.99 % para el H
2
S.
Componentes Tope 5 Fondo 6
CO
2 0.02908 0.97092
H
2
S
5.31E-05 0.99995
N
2
1
2.66E-06
H
2
O
0.00189 0.99810
MEA 5.23E-05 0.99995
C1
1
1.64E-06
C2
1
4.56E-07
C3
1
5.74E-08
IC4
1
3.41E-09
NC4
1
5.01E-08
IC5
1
5.00E-09
NC5
1
2.70E-08
C6
1
1.35E-08
C7
1
4.73E-09
C8
1
1.42E-09
C9 1 4.48E-10
Tabla 5. Fracción de recuperación en la columna de absorción
61
Tixi, Barahona
Análisis de sensibilidad
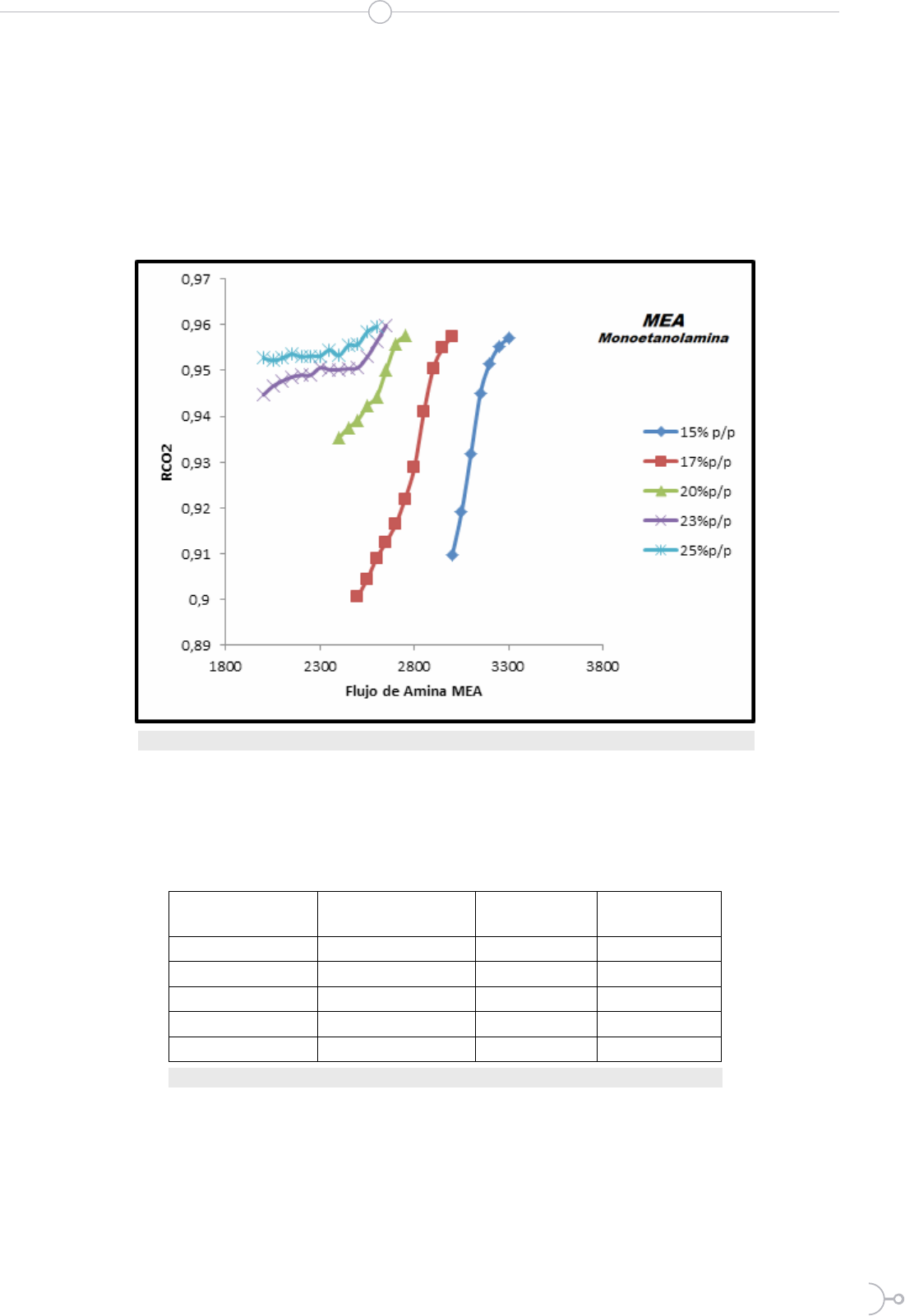
En la Figura 4 se presenta la fracción
de recuperación de CO2 removido en
función del caudal de solución de MEA
a diferentes concentraciones que ingre-
sa al absorbedor, por encima del caudal
mínimo (caudal que logra obtener un gas natural dulce
por debajo de < 0.5 % CO2). Como puede observarse,
a medida que aumenta el caudal de la solución de MEA
aumenta la cantidad de CO2 extraído. Para concentracio-
nes por encima de 20 %m de MEA se utiliza bajos u-
jos de amina MEA, mientras que a concentraciones por
debajo de 20 %m aumenta el consumo de amina MEA.
Figura 4. Flujo de Amina MEA a diferentes concentraciones en función de la fracción de remoción de CO2
En la Tabla 6, se muestra los ujos de
amina MEA calculados por el simu-
lador para logra la especicación del
gas natural dulce de H2S ≤ 4 ppm y CO2 < 2 %mol. A
medida que aumenta la concentración de la solución
acuosa de amina MEA el ujo de amina disminuye.
%
peso MEA Flujo de Amina
kmol/h
YCO
2
(%) YH
2
S (ppm)
15 3200 0,002 (0,2)
5
17 2900 0,002(0,2)
4
20 2750 0,002(0,2)
3
23 2650 0,001(0,1)
2
25 2550 0,001(0,1)
4
Tabla 6. Flujo de amina mínimo
En la Figura 5 se presenta la frac-
ción de recuperación de H
2
S remo-
vido en función del caudal de so-
lución de MEA a diferentes concentraciones, por
encima del caudal mínimo (caudal que logra obte-
ner un gas natural dulce por debajo de < 4 ppm H
2
S).

Figura 5. Flujo de Amina MEA a diferentes concentraciones en función de la fracción de remoción de H
2
S.
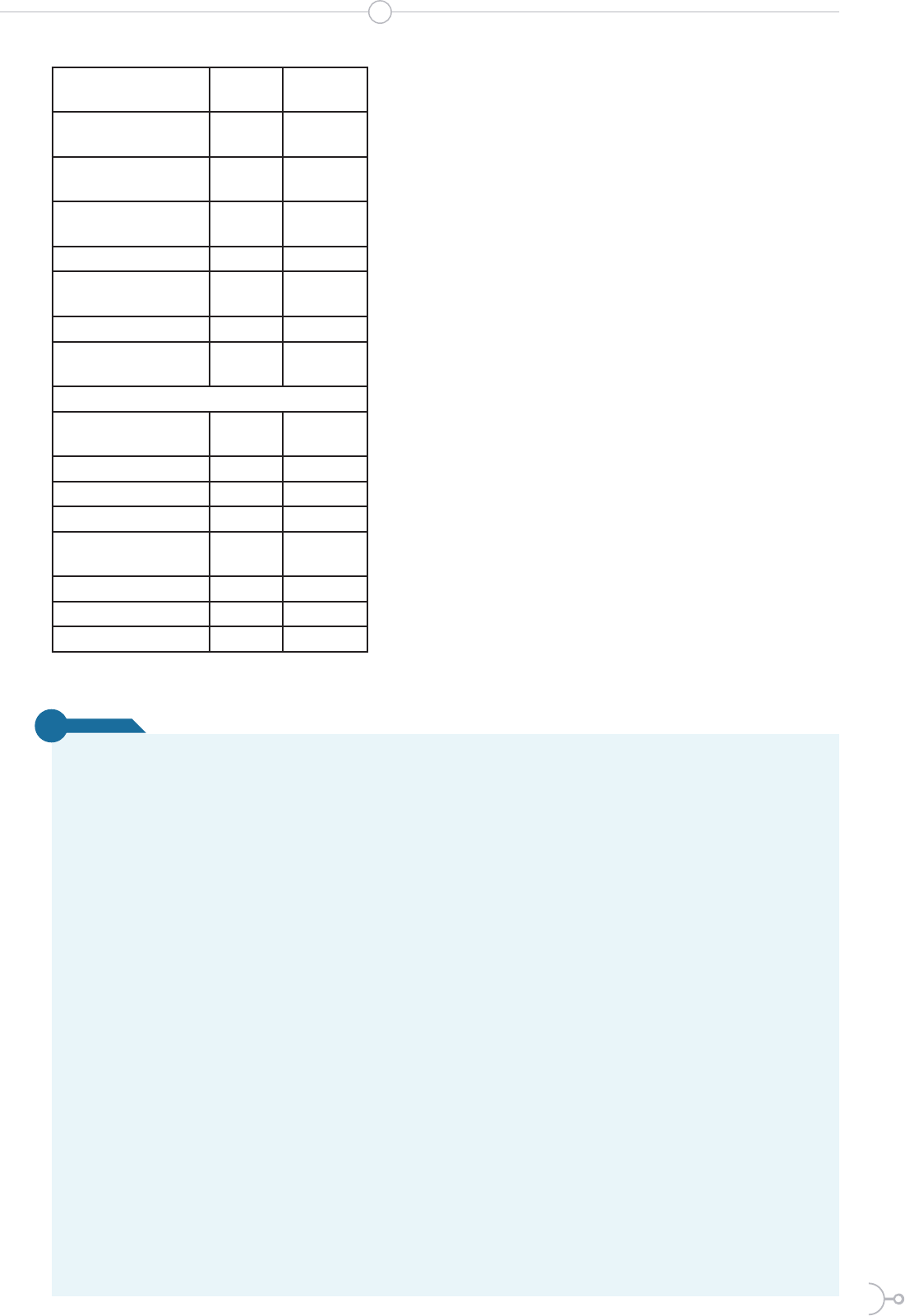
Predimensionamiento de la columna
En la Tabla 7 muestra los resultados para el caso base.
Parámetros Unidad MEA
Tipo de platos Sieve
Número de pasos
1
Número de platos 20
Espaciado de plato
M
0.6096
Porcentaje de inundación
%
0.8
Método de cálculo inundación Glitsch
Factor de espuma
0.83
Plato de cálculo 18
Diámetro de la columna
M
1.6181
Área bajante/Área columna 0.1066
Velocidad bajante m/s 0.1057
Longitud vertedero m 1.1970
Área columna
m
2
2.0564
Área activa
m
2
1.6179
Área del bajante
m
2
0.2162
Tabla 7. Resultados del Tray sizing.
El diámetro de la columna calculado está por enci-
ma de 1m, por lo cual se especica que el espaciado
de plato debe ser de 600 mm. La relación área bajan-
te/ área columna está en un valor aceptable ya que este
valor corresponde a 12 % del área de la columna. La
longitud del vertedero corresponde
al 75 % del diámetro de la columna.
La velocidad por el bajante está dentro
del valor correspondiente al intervalo su-
gerido de 0.0305-0.2135 m/s. La Tabla 8
muestra los resultados de la simulación.
Todos los parámetros obtenidos satisfa-
cen los requerimientos de la columna.
El factor de inundación está dentro del
intervalo de 70-85 % y en especial para
sistema espumoso que recomienda un
factor de 0.70. La caída de presión por
etapas o platos va desde un 0.008-0.009
bar el cual está un poco por arriba del
valor recomendado de 0.007 bar (0.1
psi) mientras que la caída de presión
de la columna esta alrededor de 0.2 bar.
Los bajantes (downcomer) tiene una
altura de backup de líquido que es me-
nor que la mitad de la suma del espa-
ciado del plato y altura de vertedero
(S+hw) como se recomienda, el cual
contribuye a asegurar de que no ocu-
rra inundación. La velocidad de líqui-
do por los bajantes está dentro del ran-
go recomendado 0.0305- .2135 m/s.
62
ISSN 2477-9105 Número 22 Vol. 2 (2019)
63
Tixi, Barahona
Resumen( Tray Ra-
ting)
Unidad MEA
Etapa de comienzo de
sección:
1
Etapa de nal de sec-
ción
20
Máximo factor de
inundación:
0.7119
Etapa: 18
Caída de presión por
etapa:
Bar 0.00958
Panel:
Caída de presión de la
sección:
Bar
0.1899
Resultados del bajante (Downcomer)
Maximum backup/
Espaciado de bandeja:
0.4871
Etapa: 19
Localización:
Backup:
m
0.2969
Máxima velocidad/
de Diseño:
Etapa: 19
Localización:
Velocidad:
m/s
0.1069
R
eferencias
1. Aspen Tehcnology, Inc ASPEN PLUS Manual, (2002), Physical Property Model. Arnold, K. &
Stewart, M., (1989).
2. Surface Production Operations. Volume 2: Design of Gas - Handling Systems and Facilities. Gulf
Publising Company Editions. Houston, Texas, E.U. pp 141-180.
3. DuPart, M.S., Bacon, T.R., y Edwards, D.J. (1963), Understanding Corrosion in Alkanolamine
Gas Treating Plants, Part 1. Hydrocarbon Processing (April): pp.80.
4. Kent R.L., Eisenberg B., (1976), Better data for amine treating, Hydrocarbon Processing,Fe-
bruary; pp. 87-90.
5. Kohl, A.L. & Riesenfeld, F.C., (1985), Gas Purification, Four Edition. Gulf Publising Company
Editions. Houston, Texas, E.U. pp. 29-109.
6. Martínez, Marcías J., (1995), Endulzamiento del gas natural, Ingeniería de gas, principios y apli-
caciones, Ingenieros Consultores S.R.L., Maracaibo, Venezuela.
7. Rojey, A., Jaffret, C., Cornot-Gandolphe, S., Durand, B., Jullians, S., Valais,M., (1997). Natural
Gas: Production processing transport. Technip-Paris Editions. France.
8. Serrano, R. A. & Zavala, C. M., (2004). Operación de una Planta Piloto de Endulzamiento de Gas
Natural. Tesis de Licenciatura. Universidad las Américas. Cholula, Puebla, México. Mayo.
9. Tennyson, R.N. and Schaaf, R.P. (1977), Guidelines Can Help Choose Proper Process for
Gas-Treating Plants, Oil & Gas J 75 (2): pp.78.
10. Treybal. R. E., (1980). Operaciones con Transferencia de Masa. Ed. Mc.Graw Hill, Europe.
CONCLUSIONES
La simulación de absorción de H2S y CO2 del gas natural
caso estudio, con la amina primaria MEA, cerró satisfac-
toriamente en su balance de materia y energía, obtenién-
dose un gas dulce con las especicaciones requeridas.
Temperaturas bajas permite evitar la degrada-
ción de la amina y evitar problemas de corrosión.
Al aumentar la concentración de la solu-
ción de amina MEA utilizada afecta al u-
jo de amina gastado ya que este disminuye.
Las especicaciones de la columna de absorción utilizadas
proporcionan una satisfactoria hidráulica de la columna.
Para cada situación en particular el simulador permite
encontrar el caudal mínimo de solución de MEA que se
debe alimentar al absorbedor para extraer la cantidad de
CO2 deseada, técnicamente es necesario trabajar con cau-
dales de solución de MEA por encima del caudal mínimo.