
12
ISSN 2477-9105 Número 24 Vol.1 (2020)
La exergía determina la pérdida de energía real con mayor precisión que un balance de energía
tradicional; además, el manejo económico – energético se convierte en un aspecto de gran
relevancia, que correlaciona criterios técnicos y de optimización. El objetivo de este estudio fue
realizar un análisis exergético de la planta pasteurizadora de leche en la Estación Experimental
Tunshi,- Chimborazo para la determinación de puntos de mayor destrucción de exergía en las
líneas principales de pasteurización de la estación las que son estandarización y pasteurización,
generación de vapor y sistema de frio. Los datos de cada línea del proceso se recolectaron durante
un mes en operación normal y sacando las ecuaciones del sistema completo utilizando el programa
enginner equation solver. Los resultados indicaron que la mayor tasa de destrucción de exergía en
la línea de pasteurización estuvo en el intercambiador de calor de placas (29,42 kJ s
-1
), debido a las
diferencias de temperatura en el choque térmico para la pasteurización, en la línea de generación
de vapor fue en la caldera debido a las pérdidas de calor (5,14 kJ s
-1
) y en la línea del sistema de
enfriamiento se dio en el banco de hielo por la transferencia de calor rápida (0,21 kJ s
-1
). De acuerdo
con los resultados del presente estudio, los parámetros de desempeño y sostenibilidad de las plantas
procesadoras de productos lácteos pueden ser mejor evaluados y mejorados; como se sugiere a
través de la utilización de mejor aislante térmico orientado y optimizando los intercambiadores de
calor.
Palabras claves: Exergía, Destrucción exergética, Optimización, Pasteurización, Eficiencia.
R
esumen
A
bstract
The exergy determines the loss of real energy more accurately than a traditional energy balance;
In addition, economic-energy management becomes an aspect of great relevance, which correlates
technical and optimization criteria. The objetive of this study was to perform an exergy analysis
of the milk pasteurization plant in the Tunshi Experimental Station, - Chimborazo for the
determination of points of greater destruction of exergy in the main lines of pasteurization of
the station which are standardization and pasteurization, steam generation and cold system. The
data of each line of the process was collected during a month in normal operation and taking
the equations of the complete system using the program engineer equation solver. The results
indicated that the highest destruction rate of exergy in the pasteurization line was in the plate heat
exchanger (29.42 kJ s
-1
), due to temperature differences in the heat shock for pasteurization, in the
steam generation line was in the boiler due to heat losses (5.14 kJ s
-1
) and in the cooling system
line was given in the ice bank by rapid heat transfer (0.21 kJ s
-1
). According to the results of the
present study, the parameters of performance and sustainability of the dairy processing plants
can be better evaluated and improved; As suggested through the use of better thermal insulator
DETERMINACIÓN DE PUNTOS DE OPTIMIZACIÓN A TRAVÉS DE
BALANCE DE EXERGÍA EN LA PLANTA DE PASTEURIZACIÓN
DE LECHE “ESTACIÓN EXPERIMENTAL TUNSHI (RIOBAMBA –
ECUADOR)”.
Determination of energy optimization points by exergy balance in the milk pasteurization
process in the "Tunshi Experimental Station (Riobamba-Ecuador)".
Paola Angamarca, Daniel Antonio Chuquin Vasco, Paul Palmay Paredes*
Escuela Superior Politécnica de Chimborazo, Facultad de Ciencias, Carrera de Ingeniería Química,
Riobamba, Ecuador.
* paul.palmay@espoch.edu.ec

13
Angamarca, Chuquin, Palmay
I. INTRODUCTION
At present, milk and its products are one of the
most consumed products worldwide. Based on
the predictions of the study carried out by the
Food and Agriculture Organization of the United
Nations (1), it is estimated that milk production
in 2016 was 816 million tons. In terms of energy,
the dairy industry is one of the most energy con-
suming in its production process and that energy
is based mainly on the use of fossils, which ge-
nerates the emission of greenhouse gases (CO
2
,
SO
x
, NO
x
), at considerable scales (2). The increa-
se in energy efficiency is a challenge for this type
of industry, and in this sense the use of renewa-
ble energy and / or the optimization of non-re-
newable energy during the production process,
would promote the reduction of gas emissions
and at the same time the protection of the en-
vironment (3). The global energy resources are
limited, for this reason energy efficiency policies
were analyzed and the interest of the scientific
community in the development of energy con-
version devices and new techniques that allow
better use of existing resources to avoid waste (4)
Because of the importance involved in optimi-
zing energy efficiency, in the last decades indus-
tries have applied energy and exergy balances to
analyze consumption and improve the efficiency
of the available energy resources of fossil fuels
(2). The exergy analysis is considered as an effec-
tive tool to evaluate the performance of a system,
the result of the analysis quantifies the real ener-
gy losses (destruction and exergy efficiency) and
provides a measure of energy quality (5), (6). The
exergy, unlike the 1
st
Thermodynamic Law (Law
of Conservation of Energy), is not conserved du-
ring the whole process (2nd Law of Thermodyna-
mics) and is defined as the work available for use
by a system (7), (8). According to (9), the exergy
balance determines the actual energy loss more
accurately compared to the traditional energy
analysis in a production plant. In other words,
the exergy analysis evaluates the sustainability
and performance of energy systems. As reported
by (3), the increase in the exergy efficiency of a
system decreases its environmental impact and
increases its sustainability index and vice versa.
With regard to the dairy industry, there are se-
veral investigations that have focused on ener-
gy / exergy analysis. For example, (10) applied
an analysis of exergy and advanced energy in a
dairy industry, the study suggested that exergy
analyzes especially avoidable and inevitable exer-
gy can contribute to a better understanding of the
real process and the way to focus optimizations
during the process. (11) carried out a thermody-
namic analysis of the process of pasteurization
of milk from geothermal energy in which they
determined that the exergy efficiency of the pro-
cess at different temperatures was in the range of
22.61 to 56.81%. (2) developed a comprehensive
analysis of an industrial scale yogurt production
plant composed of 4 lines (steam generation, re-
frigeration, standardization and pasteurization
of milk), in the study it was found that the com-
pressor set air / heater is where the greatest exergy
destruction occurs (12484.88 kW) and the lowest
exergy efficiency (8.48%).On the other hand, (12)
conducted an investigation of how exergy balan-
ce can be a potential tool to analyze and optimize
dairy processes in terms of energy.
From the study it was determined that the exer-
gy efficiency is in the range of 36-99% observing
greater exergy loss in the evaporators and dryers.
The production of pasteurized milk in the Tuns-
hi experimental station, consists of three main
lines: steam generation, refrigeration, standardi-
zation and pasteurization of milk. The main ob-
jective of this research was to perform an exergy
balance of each line and identify the maximum
work according to the needs that the plant re-
quires, in order to reduce the different types of
energy losses in the equipment and achieve a
product that complies with quality standards, to
maximize the benefits of the plant and provide a
profitable value to the product (15)
oriented and optimizing heat exchangers.
Keywords: Exergy, Exergy destruction, Optimization, Pasteurization, Efficiency
Fecha de recepción: 08-07-2019 Fecha de aceptación: 31-03-2020 Fecha de publicación: 24-04-2020
14
ISSN 2477-9105 Número 24 Vol.1 (2020)
II. MATERIAL AND METHODS
General operating conditions
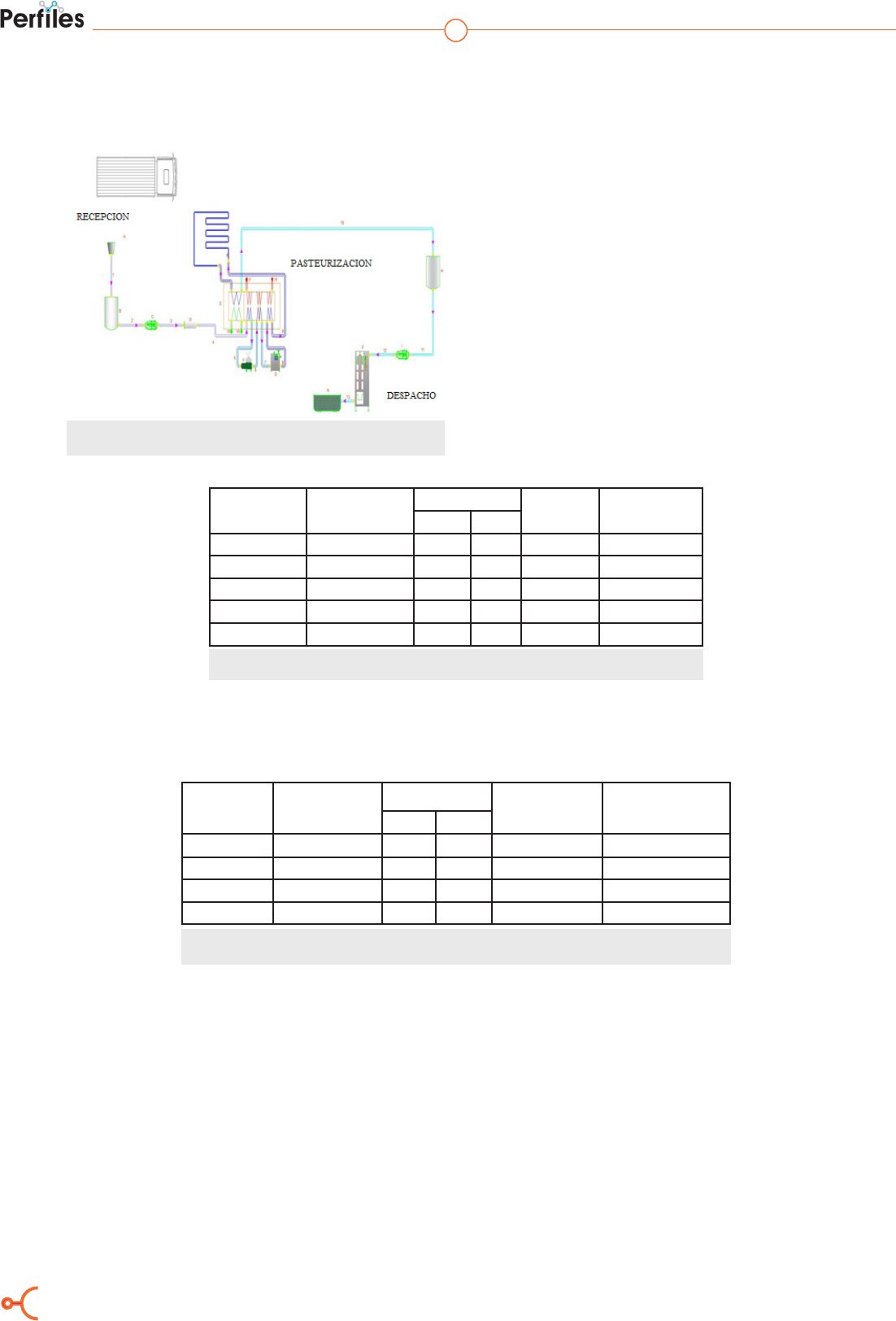
Figure 1. General Scheme of the Plant
Source: Authors
The steam generation has a cauldron with a
power of 11200 W, the control is automatic, the
maximum pressure is 55 psi and the minimum
is 45 psi.
The steam that is generated is directed towards
the processing plant by a pipe covered with glass
wool to avoid heat losses.
The cauldron consumes 2.19x10-4 L s-1 of diesel,
the water enters the cauldron at 313.15 K and wa-
ter vapor comes out at 400.15 K, the steam con-
denses at a temperature of 350.15 K and enters
the heat exchanger by plates, to increase the tem-
perature of the milk that returns to the cauldron
(Table 1).
Nº CURRENT TYPE OF FLUID TEMPERATURE PRESSURE
(kPa)
MASS FLOW
(kg s
-1
)
(ºC) (K)
I Wat er 40 313.15 74.233 0.0136
II Water vapor 127 400.15 310.264 0.0136
III Hot water 87 360.15 870.264 0.0136
IV Hot water 91 364.15 1090.012 0.0136
V Hot water 79 352.15 340.354 0.0136
Table 1. Steam generation line data
Source: Authors.
The cooling system needs an ice bank that allows
the plant to have cold water. The water is at
290.15 K and decreases to 277.15 K when passing
through the ice tank (Table 2).
Nº CURRENT TYPE OF FLUID
TEMPERATURE
PRESSURE (kPa) MASS FLOW (kg s
-1
)
(ºC) (K)
IX Wate r 16 289.15 83.233 0.080
VI Frozen water 4 277.15 85.201 0.080
VII Frozen water 5 278.15 290.348 0.080
VIII Frozen water 5 278.15 250.348 0.080
Table 2. Cold line data
Source: Lopez, (2014).
The pasteurizer with plate exchanger has a water
expansion tank, which controls the temperature
of the water that enters a section of the plates,
this is controlled by an automated sensor so that
the milk can get warm and go to the centrifu-
ge with a temperature of 308.15 K leaving at a
temperature of 338.15 K, the milk flow returns
to the pasteurizer so that the temperature of the
milk rises to enter the homogenizer with a tem-
perature of 343.15K, the milk leaves at 355.15 K
and returns to the regeneration process by 10 sa
358.15 K to move to the cooling stage. The drop-
in temperature is obtained with cold water that
circulates through another section of the plates
at 277.15 K. Once the pasteurized milk is trans-
ferred to a storage tank with a capacity of 2000
L, stainless steel tank with thermal insulation to
maintain the temperature of the pasteurization,
the milk to be sheathed reaches 292.15 K to be
sent to its destination (Table 3).
15
Standardization and pasteurization line
To obtain data from this line, reference was made
to an ambient pressure (Po) 1 atm and room tem-
perature (T0) of 298.15 K.
Reception and storage tank : According to (16),
in order to analyze the exergy of a mixture it is
necessary to determine the amount of heat that
is transferred between the components and their
surroundings until the dead point that will be
the reference state expressed as a function of the
calorific capacity at constant pressure of each
component of a mixture. For the raw milk that
enters the tank you can define your physical
exergy (17) :
(1)
Where : M1 : mass flow whole milk, CpX : heat
capacity of milk, temperature current (i)(K), To
ambient temperature (K).
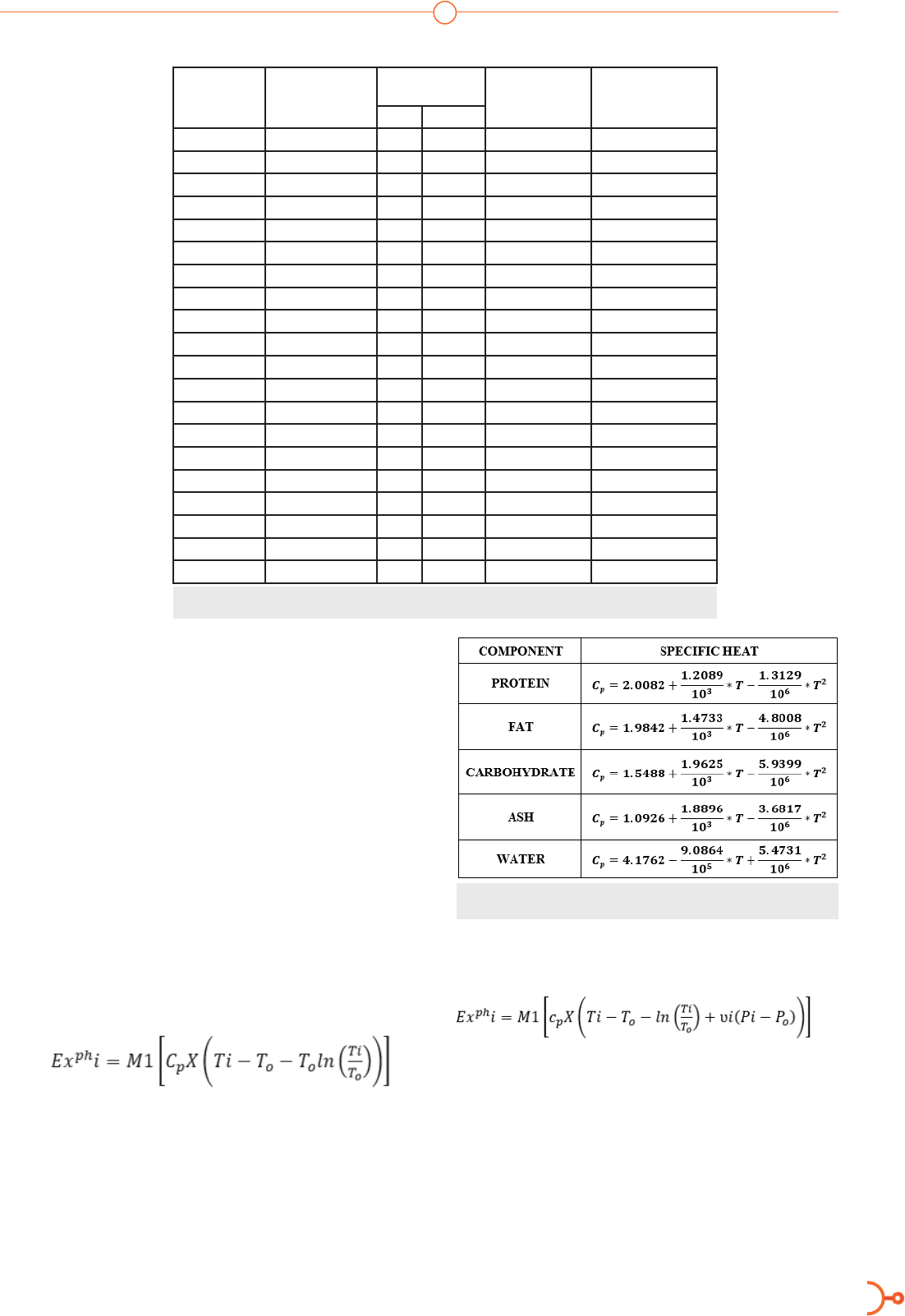
The heat capacity according to (17) of the Equa-
tion 1 can be taken from the mathematical equa-
tions detailed in the Table 4:
Table 2. Heat Capacity
Source: Wolosz, 2018
Pumping, Filter and Centrifuging Devices: De-
pending on the reversible work of the devices,
the exergy was calculated from Equation 2.
(2)
Where : M1 : mass flow whole milk, υ especific
volumen current (i), pressure current (i), atmos-
pheric pressure (i).
Homogenizer: Equipment of 6.7 kW of power and
capacity of 1200 L/ h has a set of pistons for milk
fattening by reducing the size of the fat globule.
In order to determine the chemical exergy that
accompanies milk in any part of the process, it is
Nº CURRENT TYPE OF FLUID
TEMPERATURE
PRESSURE
(kPa)
MASS FLOW (kg
s
-1
)
(ºC) (K)
1 Whole milk 17 290.15 74.233 0.041
2 Whole milk 17 290.15 74.233 0.041
3 Whole milk 17 290.15 75.233 0.041
4 Whole milk 16 289.15 600.420 0.041
5 Whole milk 21 294.15 590.420 0.041
6 Whole milk 22 295.15 13000 0.041
7 Skimmed milk 65 338.15 13000 0.041
8 Skimmed milk 70 343.15 700.709 0.041
9 Skimmed milk 82 355.15 400 0.041
10 Pasteurized milk 85 358.15 400 24.72
11 Pasteurized milk 85 358.15 400 24.72
12 Pasteurized milk 5 278.15 400 24.72
13 Pasteurized milk 5 278.15 410 24.72
14 Pasteurized milk 7 280.15 1100 24.72
15 Layered milk 7 280.15 74.233 24.72
16 Layered milk 169 289.15 74.233 24.72
IV Hot water 93 366.15 380.354 0.0136
V Hot water 79 352.15 340.354 0.0136
VI Frozen water 4 277.15 85.201 0.080
VII Frozen water 4 277.15 170.348 0.080
Table 3. Pasteurization line data
Source: Lopez, (2014).
Angamarca, Chuquin, Palmay

16
ISSN 2477-9105 Número 24 Vol.1 (2020)
necessary to establish the composition in each of
the lines with the data in Table 4.
(18) took the standard chemical exergy of the in-
organic materials present in milk. On the other
hand, the semi-empirical mathematical model
used by (16) was used for organic components.
This indicates the need to analyze from the ther-
modynamic view the possible structural confi-
gurations that milk will have depending on its
composition and that can be determined for the
case of the homogenizer depending on the dia-
meter of the fat globule:
(3)
Where: Sconf = Configurational entropy, -N =
Number of scattered drops per kilogram of milk,
KB = boltzmann constant, O = Volume of the
dispersed phase.
The value of N was established by a laboratory
test, for this was used: One liter of milk, a large
pot, a jar. The liter of milk was dropped into the
pot at a height of 30 cm, the drops that splashed
were counted the number of scattered drops as
well, 5 tests were performed to eliminate outliers.
Steam generation system
The line consists of a boiler, a condenser and a
pump. To determine the mass flow of the boi-
ler, the power and a mass flow of 0.01 kg s
-1
were
taken as reference. The fuel used is diesel (C
12
H
26
)
with a mass flow of 5.25 x10
-2
kg s
-1
y and with a
steam production of 2.00x10
-4
L s
-1
(19).
The Equation 4 is used to calculate the physical
exergy of currents of water and steam of the
system:
(4)
Where: Exph I physical exergy at the entrance of
the boiler (kJ s
-1
), M3 mass flow of the steam ge-
neration system (kg s
-1
), T0 ambient temperature
(K), h1 enthalpy at the entrance of the boiler, ho
enthalpy at ambient temperature (kJ kg
-1
), S1 en-
tropy at the entrance of the boiler, So entropy at
ambient temperature (kJ kg
-1
).
The chemical exergy of the fuel that enters the
boiler is determined from the Equation 5:
(5)
Where: Md
3
is the mass flow of fuel (kg s
-1
),
O1fuel quality factor (kg s
-1
), qLHV Minimum
bottom heat of fuel. According to (16), the quali-
ty factor (O
1
) of hydrocarbon fuels such as CaHb
is approximated by the application of an empiri-
cal equation.
The molar percentages leaving the boiler were
determined based on the chemical reaction of
combustion with theoretical air and assuming
complete combustion, to determine its chemical
exergy.
(6)
Based on the chemical reaction of the Equation 6
the chemical exergy at the boiler outlet is deter-
mined with the Equation 7.
(7)
Where, Md
3
is the diesel mass flow, N
1
total num-
ber of moles, Xi molar fraction, Ei standard che-
mistry exergy, R Universal constant of the gases
(kJ mol
-1
K
-1
) and To the Ambient temperature K.
Refrigeration system
The line consists of an ice bank and a pump. The
ice bank works with a single-phase motor of 7.5
Hp, allows the dairy plant to have cold water. The
water passes through a copper evaporator with a
difluoromethane refrigerant (CH
2
F
2
), the pump
returns the water to the ice bank. The mass flow
was calculated with the capacity of the ice bank
of 75 t and with the water density of 1000 kg m
-3
(18). The physical exergy is determined by Equa-
tion 8.
(8)
Where, M4 is the refrigerant mass flow, is
the water heat capacity.
III. RESULTS AND DISCUSSION
The present study aims at the energy optimiza-
tion of the milk pasteurization process by deter-
mining the destruction of exercise and exergy
efficiency in each of the process lines, as shown
17
in Table 5 and 6. Where it is analyzed in the li-
nes of pasteurization, steam generation and cold
bank in the current operating conditions of the
plant tables 1, 2 and 3. The physical and chemical
exergy of the system is established under stan-
dard operating conditions of the plant.
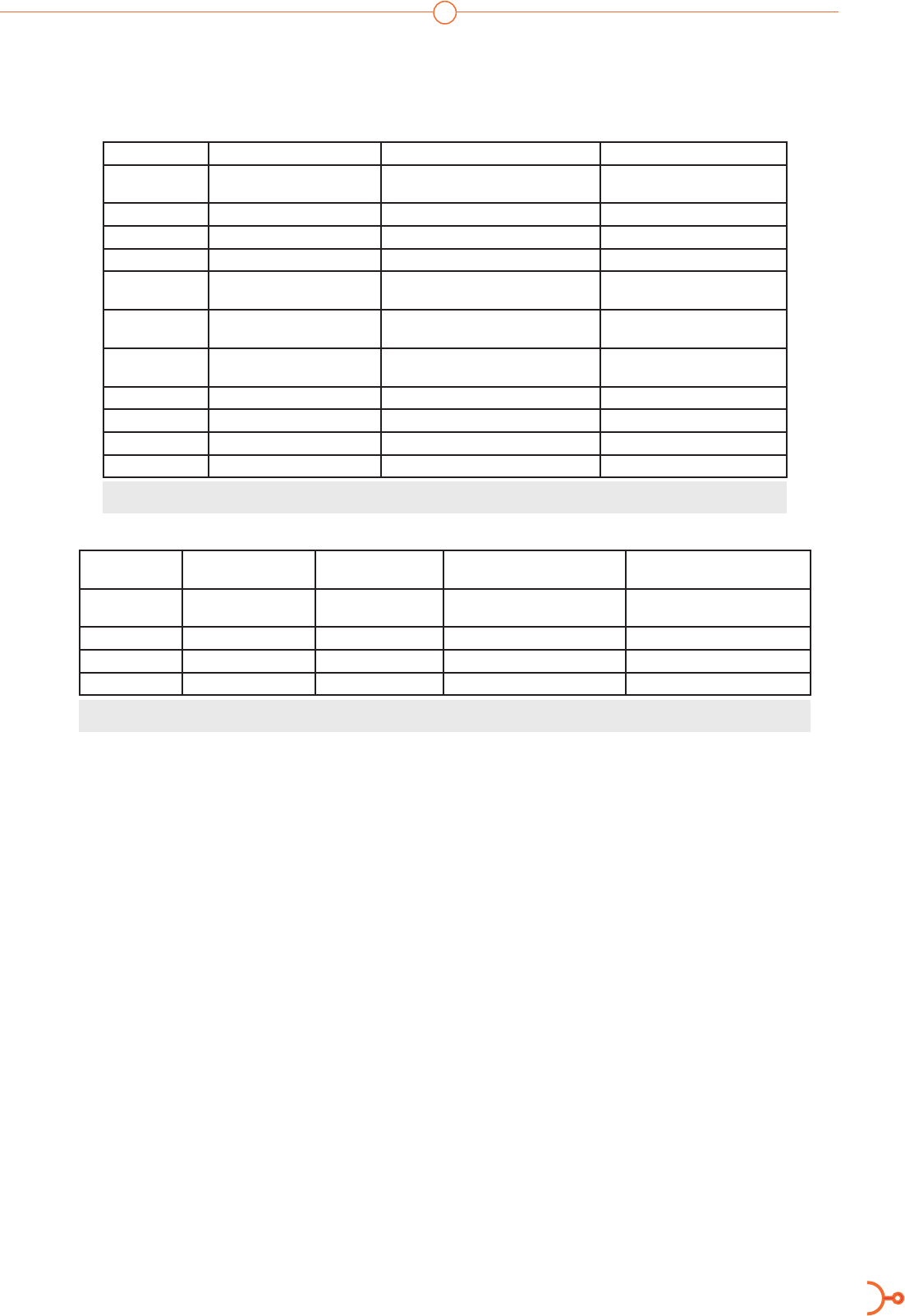
COMPONENTS PHYSICAL EXERGY (kJ s
-1
) EXERGETIC DESTRUCTION (kJ s
-1
) EXERGETIC PERFORMANCE
Reception tank
EX_ph1=0.007467
EX_ph2=0.007467
EX_destA=0 nA=1
Storage tank EX_ph3=0.007467 EX_destB=0 nB=1
Bomb EX_ph4=0.02315 EX_destC=0.0020 nC=0.9018
Filter EX_ph5=0.02091 EX_destD=0.0012 nD=0.9447
Centrifuge
EX_ph6=0.5138
EX_ph7=0.6525
EX_destF=1.56
nF=0.08163
Homogenizer
EX_ph8=0.1959
EX_ph9=0.2815
EX_destG=0.5834 nG=0.128
Storage tank
EX_ph12=27.93
EX_ph13=26
EX_destH=1.932
nH=0.9308
Bomb EX_ph14=29.6 EX_destI=12.96 nI=0.2174
Founder EX_ph15=0 EX_destJ=0 nJ=1
Storage EX_ph16=0 EX_destK=0 nK=1
Heat exchanger EX_destE=29.42 nE= 0.32
Table 5. Results of the exergy balance line of pasteurization
Source: Authors.
Components
PHYSICAL EXERGY
(kJ s
-1
)
CHEMICAL EXERG
(kJ s
-1
)
EXERGETIC DESTRUCTION
(kJ s
-1
)
EXERGETIC PERFORMANCE
Boiler
EX_phI=0.01195
EX_phII=0.4315
EX_chI=240.2
EX_chII=245.9
EX_destN=5.14
nN=0.5405
Condenser EX_phIII=0.3754 EX_destO=0.4479 nO=0.8704
Bomb EX_phIV=0.3768 EX_destP=0.001625 nP=0.1199
Heat exchanger EX_phV=0.2523 EX_destE=0.1245 nE=0.6695
Table 6. Results Exergy's balance in the steam generation line
Source: Authors.
The steam generation and the pasteurization sys-
tem are the system where the highest rate of exer-
gy destruction occurs. The boiler has a value of
destruction of useful chemical energy of 245,9 kJ
s
-1
and the exergy destruction of physical by heat
transfer 5.14 kJ s
-1
and pasteurizer 29.42 kJ s
-1
due
to the sudden change of temperature that occurs
in the plate heat exchanger. Values that can be
attributed to the rapid heat transfer that is given,
and the significant amount of irreversibilities
due to the combustion reaction (16,23).
It should be noted that in industrial boilers, exer-
getic destruction can be reduced by enriching
oxygen and preheating the air that enters the
combustion chamber, helping to reduce irrever-
sibility while maintaining the stable flame tem-
perature (21). However, this possible solution has
a drawback, the increase in exergy loss between
the boiler and the surroundings. In order to ca-
rry out this improvement it is necessary to invol-
ve cogeneration or waste heat utilization systems,
which help to improve the overall efficiency of
the process (24,25).
In the homogenizer where the configurational
entropy of the milk is analyzed as an indicative
of the good performance of the separation of the
fat fraction, it presents an exercise destruction
of 0.584 kJ s
-1
that reflects a good stability in the
whole milk as well as the influence that the Fat
fraction in the chemical exergy of milk (15). The
destruction of mechanical exercise is understood
as the exercise that is not useful for destroying
the fat globules present in the milk at the entran-
ce of the process.
The destruction of exergy in the pasteurizer, due
to the plate exchanger is 29.42 kJ s
-1
generator
due to the high temperature gradients that are
needed to raise the temperature of the milk and
immediately cool it down irreversible genera by
Angamarca, Chuquin, Palmay
18
ISSN 2477-9105 Número 24 Vol.1 (2020)
heat transfer both in and in cooling.
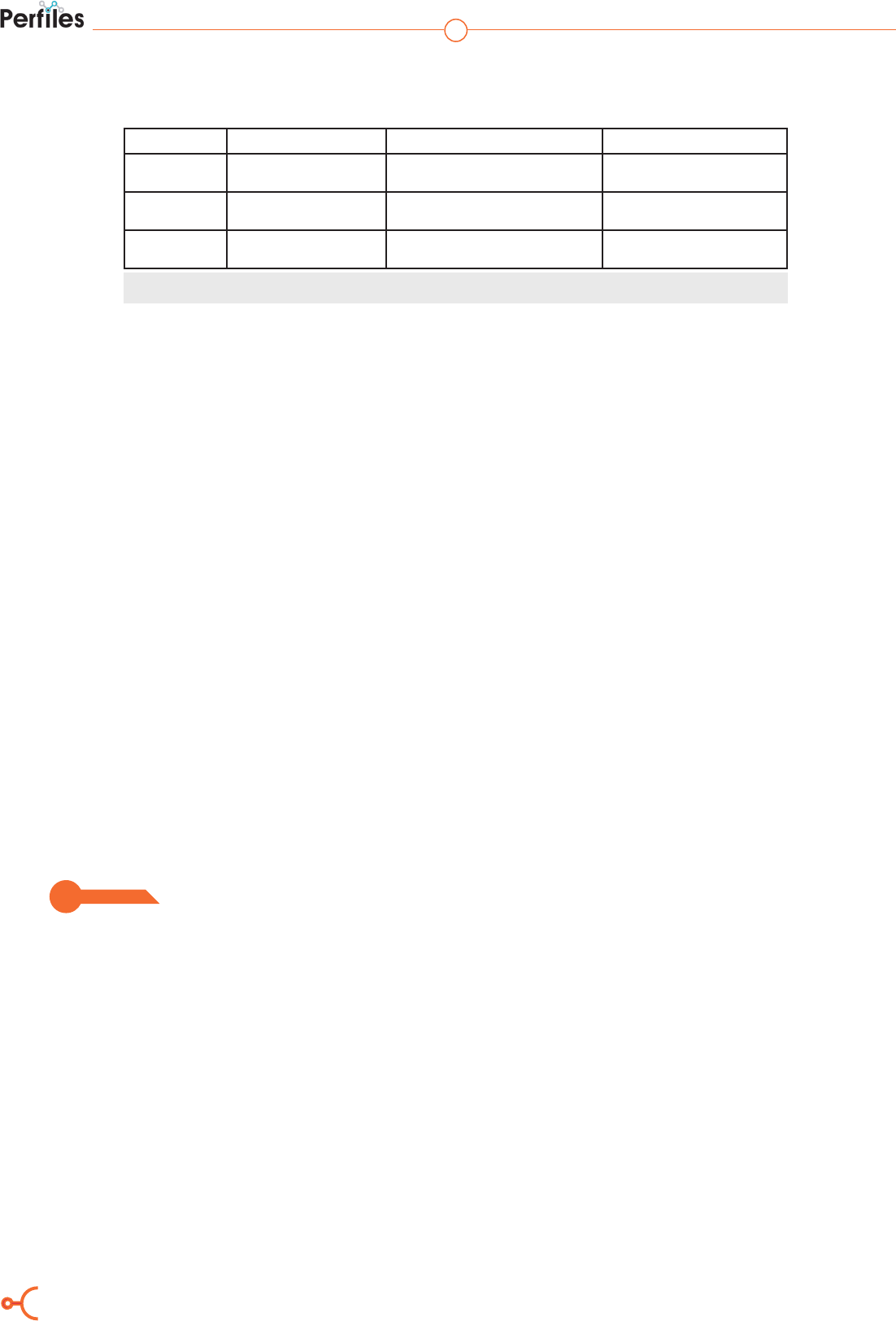
COMPONENTS PHYSICAL EXERG (kJ s
-1
) EXERGETIC DESTRUCTION (kJ s
-1
) EXERGETIC PERFORMANCE
Pack ice
EX_phIX=0.4821
EX_phVI=0.2607
EX_destL=0.1955 nL=0.5715
Bomb EX_phVII=0.2524 EX_destM=0.02471
nM=-0.5059
Heat exchanger EX_phVIII=0.2492 EX_destE=0.0032
nE=0.9873
Table 7. Results Exergy's balance in the cold line
Source: Authors.
Table 7 shows the exergetic analysis in the cold
generation line (ice bank), where the destruction
of exercise of 0.199 related to the rapid and lar-
ge heat transfer that occurs in this component is
observed.
This study is the starting point for future research
that exergoeconomic and exergoenvironmental
analyses, hoping that these approaches will help
to increase the thermodynamic efficiency of the
plant and a decrease in the costs associated with
energy consumption.
IV. CONCLUSIONS
The highest destruction rate of exergy in the pas-
teurization line was in the plate heat exchanger
(29.42 kJ s-1), due to temperature differences in
the thermal shock for pasteurization, in the ge-
neration line steam was in the boiler due to heat
losses (5.14 kJ s-1) and in the cooling system line
was given in the ice bank by rapid heat transfer
(0.21 kJ s
-1
).
The destruction of low exergy in the homogeni-
zer (0.5834 kJ s
-1
) is due to the reduction of the
size of the fat globules in order to stabilize the
milk. The exergy efficiency of the homogenizer
could be improved if the homogenization quality
could be maintained at the lowest possible flow
rate of the milk stream.
The exergetic performance of the boiler (54%)
and the ice bank (57%) generated especially by
the heat transfer are points of optimization for
the improvement in the process. By means of
the exact relation of combustible air and a con-
trol system of oxidizer input, the destruction of
chemical exergy will be reduced, besides that by
means of the best in the distribution and thermal
insulation system of the heat lines, the exergetic
efficiency of the system can be increased of steam
generation. While the ice bank suggests the use
of an industrial cooling system to avoid the use
of ice in the cooling system.
R
eferencias
1. FAO. Leche y Productos.
2. Jokandan MJ, Aghbashlo M, Mohtasebi SS. Comprehensive exergy analysis of an indus-
trial-scale yogurt production plant. Energy [Internet]. 2015;93:1832–51. Available from: http://dx.
doi.org/10.1016/j.energy.2015.10.003
3. Dincer I. Renewable energy and sustainable development: A crucial review. Renew Sustain
energy Rev. 2000;4(2):157–75.
4. Mohammad Rozali NE, Alwi SRW, Manan ZA, Klemeš JJ, Hassan MY. Process Integration
techniques for optimal design of hybrid power systems. Appl Therm Eng. 2013;61(1):26–35.
5. Yildirim N, Genc S. Energy and exergy analysis of a milk powder production system. Ener-
gy Convers Manag [Internet]. 2017;149:698–705. Available from: http://dx.doi.org/10.1016/j.encon-
man.2017.01.064
6. Terehovics E, Veidenbergs I, Blumberga D. Exergy Analysis for District Heating Network.
Energy Procedia. 2017;113:189–93.
7. Cimdina G, Timma L, Veidenbergs I, Blumberga D. Methodologies used for scaling-up
from a single energy production unit to state energy sector. Environ Clim Technol. 2015;15(1):5–21.

19
8. Liu Y, Li Y, Wang D, Liu J. Energy and exergy utilizations of the Chinese urban residen-
tial sector. Energy Convers Manag [Internet]. 2014;86:634–43. Available from: http://dx.doi.or-
g/10.1016/j.enconman.2014.06.037
9. Aghbashlo M, Mobli H, Rafiee S, Madadlou A. A review on exergy analysis of drying pro-
cesses and systems. Renew Sustain Energy Rev [Internet]. 2013;22:1–22. Available from: http://dx.
doi.org/10.1016/j.rser.2013.01.015
10. Singh G, Tyagi V V., Singh PJ, Pandey AK. Estimation of thermodynamic characteristics for
comprehensive dairy food processing plant: An energetic and exergetic approach. Energy. 2020;194.
11. Bühler F, Nguyen T Van, Jensen JK, Holm FM, Elmegaard B. Energy, exergy and advanced
exergy analysis of a milk processing factory. Energy [Internet]. 2018;162:576–92. Available from:
https://doi.org/10.1016/j.energy.2018.08.029
12. Yildirim N, Genc S. Thermodynamic analysis of a milk pasteurization process assisted by
geothermal energy. Energy [Internet]. 2015;90:987–96. Available from: http://dx.doi.org/10.1016/j.
energy.2015.08.003
13. Walmsley TG, Walmsley MRW, Atkins MJ, Neale JR. Improving energy recovery in milk
powder production through soft data optimisation. Appl Therm Eng [Internet]. 2013;61(1):80–7.
Available from: http://dx.doi.org/10.1016/j.applthermaleng.2013.01.051
14. Munir MT, Yu W, Young BR. Can exergy be a useful tool for the dairy industry? [Internet].
Vol. 33, Computer Aided Chemical Engineering. Elsevier; 2014. 1129-1134 p. Available from: http://
dx.doi.org/10.1016/B978-0-444-63455-9.50023-4
15. Mojarab M, Aghbashlo M, Mobli H. Exergetic performance assessment of a long-life milk
processing plant : a comprehensive survey. 2016;
16. Singh G, Singh PJ, Tyagi V V., Barnwal P, Pandey AK. Exergy and thermo-economic analy-
sis of ghee production plant in dairy industry. Energy [Internet]. 2019;167:602–18. Available from:
https://doi.org/10.1016/j.energy.2018.10.138
17. Wołosz KJ. Exergy destruction in the pneumatic pulsator system during one working cycle.
Energy. 2018;146:124–30.
18. Philipp M, Schumm G, Heck P, Schlosser F, Peesel RH, Walmsley TG, et al. Increasing ener-
gy efficiency of milk product batch sterilisation. Energy. 2018;164:995–1010.
19. Dogbe ES, Mandegari M, Görgens JF. Assessment of the thermodynamic performance im-
provement of a typical sugar mill through the integration of waste-heat recovery technologies. Appl
Therm Eng [Internet]. 2019;158(May):113768. Available from: https://doi.org/10.1016/j.applthermal-
eng.2019.113768
20. Guaño Yesenia. “Optimización De La Planta De Lácteos En La Producción De Leche Pas-
teurizada De La Estación Experimental Tunshi.” 2014.
21. Gümüş M, Atmaca M. Environmental Effects Energy and Exergy Analyses Applied to a CI
Engine Fueled with Diesel and Natural Gas Energy and Exergy Analyses Applied to a CI Engine
Fueled with Diesel and Natural Gas. 2013;7036.
22. Huang YW, Chen MQ, Li QH, Xing W. A critical evaluation on chemical exergy and its
correlation with high heating value for single and multi-component typical plastic wastes. Energy.
2018;156:548–54.
23. Gharagheizi F, Ilani-Kashkouli P, Mohammadi AH, Ramjugernath D. A group contribution
method for determination of the standard molar chemical exergy of organic compounds. Energy
[Internet]. 2014;70:288–97. Available from: http://dx.doi.org/10.1016/j.energy.2014.03.124
24. Moejes SN, van Boxtel AJB. Energy saving potential of emerging technologies in milk pow-
der production. Trends Food Sci Technol [Internet]. 2017;60:31–42. Available from: http://dx.doi.
org/10.1016/j.tifs.2016.10.023
25. Sala Lizarraga JMP, Picallo-Perez A. Calculation of physical and chemical exergy. Exergy
Analysis and Thermoeconomics of Buildings. 2020. 183-259 p.
Angamarca, Chuquin, Palmay